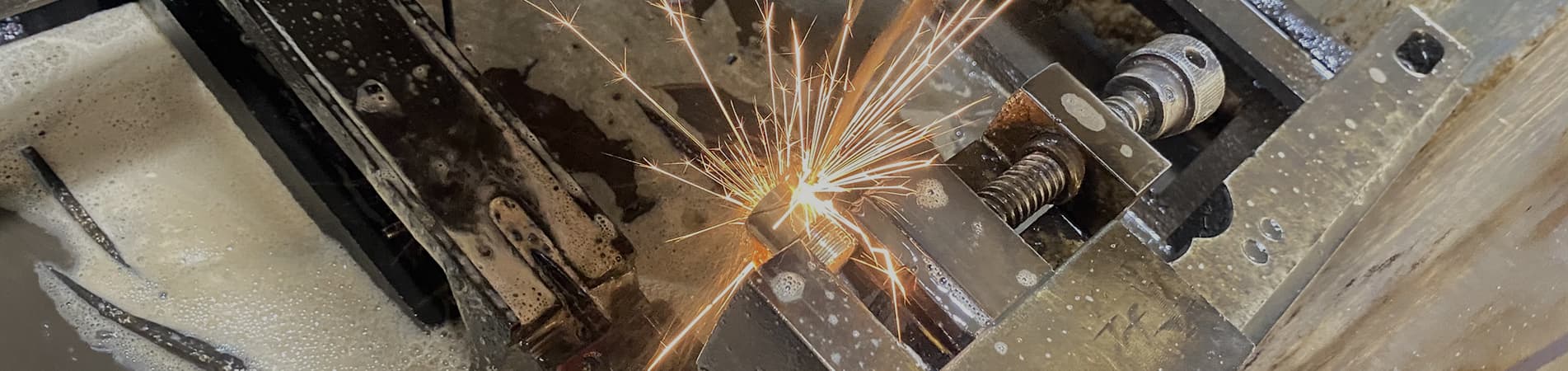

Hochpräzise Formen für die Replikation strukturierter optischer Elemente wie Fresnel-Linsen oder Prismenarrays werden durch Diamantbearbeitung oder Präzisionsschleifen erzeugt. In manchen Fällen reicht die Oberflächenqualität der nachgebildeten Bauteile nicht aus, um die steigenden Anforderungen an Oberflächenrauigkeit und Formgenauigkeit für optische Anwendungen zu erfüllen. Daher kann ein nachträgliches Polieren der Strukturen erforderlich sein. Innerhalb dieser Arbeit wurden strukturierte Formen durch ein neu entwickeltes abrasives Polierverfahren, durch Laserpolieren und durch abrasives Fließbearbeiten fertiggestellt. Dieser Beitrag konzentriert sich auf die Materialabtragungsmechanismen und die erreichbare Oberflächenqualität beim abrasiven Polieren. Die Oberflächenqualität wird mit derjenigen verglichen, die durch Laserpolieren und Schleifflussbearbeitung erzielt wird.
Was ist der Herstellungsprozess von Präzisionsformen?
Jeder Schritt im Prozess von der Unterzeichnung eines Auftrags zur Herstellung einer Präzisionsform bis zur Lieferung einer qualifizierten Form an den Kunden kann die Qualität der Form beeinflussen. Der Präzisionsformherstellungsprozess wird gemäß Systemtechnik gesteuert, und jede Verbindung muss gesteuert werden. 1. Materialien und Wärmebehandlung steuern die Wärmebehandlung der Formteile, um die erforderliche Materialhärte des Teils zu erreichen, aber auch um den Teilverarbeitungsprozess und die Nachbearbeitungsgröße und -form entsprechend den verschiedenen Teilen des Materials und den strukturellen Eigenschaften der Teile stabil zu machen , verschiedene Wärmebehandlungsmethoden Die Eigenspannung der Wärmebehandlung des Teils muss kontrolliert werden. Der Wärmebehandlungsprozess muss so formuliert werden, dass die Härtbarkeit des Materials vollständig berücksichtigt wird.
Jeder Schritt im Prozess von der Unterzeichnung eines Auftrags zur Herstellung einer Präzisionsform bis zur Lieferung einer qualifizierten Form an den Kunden kann die Qualität der Form beeinflussen. Der Präzisionsformherstellungsprozess wird gemäß Systemtechnik gesteuert, und jede Verbindung muss gesteuert werden.
Material- und Wärmebehandlungskontrolle
Die Wärmebehandlung der Formteile ermöglicht es den Teilen, die erforderliche Materialhärte zu erhalten, und gleichzeitig können der Teilverarbeitungsprozess und die Größe und Form der Teile stabilisiert werden. Es gibt unterschiedliche Wärmebehandlungsverfahren für unterschiedliche Teile und strukturelle Eigenschaften der Teile. Die Steuerung und Formulierung des Wärmebehandlungsprozesses muss die Härtbarkeit, Härtbarkeit, Überhitzungsempfindlichkeit und Entkohlungsempfindlichkeit des Materials vollständig berücksichtigen. Bei dünnwandigen Teilen sollte ein Druckhärteverfahren eingesetzt werden.
Präzisionsschleifprozesssteuerung
Schleifen ist ein Schlüsselprozess für die Präzisionsbearbeitung von Formen. Für das Präzisionsschleifen ist es notwendig, das Auftreten von Schleifverformungen und Schleifrissen streng zu kontrollieren und sogar die Mikrorisse auf der Oberfläche des Werkstücks zu kontrollieren.
EDM-Steuerung
Verarbeitungsvorbereitung für das Drahtschneiden: Das Drahtschneiden verwendet eine langsame Präzisions-Drahtschneidemaschine, Verarbeitungsgenauigkeit ± 0,001 mm, Rauheit Ra u003d 0,2 um, wählen Sie den Schneiddraht mit entionisiertem Wasser mit hohem Entionisierungsgrad aus. Die Vertikalität erfüllt die Anforderungen an die Verarbeitungsgenauigkeit. Das Material des Schneidedrahtes ist dem Material des zu schneidenden Werkstücks angepasst, wodurch eine angemessene Bearbeitungsgeschwindigkeit gewährleistet ist.
Oberflächenbehandlung und Formmontage
Oberflächenbehandlung: Nach der Endbearbeitung weist die Oberfläche des Werkstücks keine Poren, gleichmäßige Härte, kleine Unterschiede in den isotropen Eigenschaften, geringe Einschlüsse und Messerspuren, Schleifspuren und andere Spannungskonzentrationen auf, wenn die Oberfläche des Teils nicht bearbeitet wird. Verwenden Sie Polieren, Schleifen und Tischschleifen, um die nutzlosen scharfen Kanten des Werkstücks abzustumpfen. Die Oberfläche ist 6 ~ 10 m nach der Elektrobearbeitung grauweiß. Die gehärtete Schicht wird entfernt und die Schicht wird durch Restspannungen spröde. Vor Gebrauch muss der Verhärtungsboden vollständig beseitigt werden.
Formenbau: Das Werkstück sollte vor der Montage vollständig entmagnetisiert und die Oberfläche mit Ethylacetat gereinigt werden. Während des Schleif- und Elektroformungsprozesses hat das Werkstück eine gewisse Magnetisierung mit schwacher Magnetkraft, und es ist leicht, einige kleine Ablagerungen zu absorbieren. Dabei: den Aufbau und die technischen Anforderungen der Montagezeichnung vollständig verstehen und alle Arten von Teilen montieren; die Montagereihenfolge jedes Teils korrekt auflisten; Überprüfen Sie die Maßhaltigkeit jedes Teils und klären Sie die verschiedenen Anforderungen. Montagewerkzeuge; Installieren Sie zuerst den Führungspfosten und die Führungshülse des Formrahmenteils und setzen Sie die Mosaikformblockbaugruppe ein.

Papler Industry ist ein erfahrener Hersteller von Spritzgussformen. Wir haben im Laufe der Jahre viele Tools gebaut und können Ihnen Lösungen in jedem Bereich anbieten. Wir können unser neues Laserstar-Laserschweißsystem anbieten, um Sie bei all Ihren Reparaturen oder technischen Änderungen zu unterstützen. Kontaktieren Sie uns für ein Angebot zu Ihrem Projekt.
LERN MEHR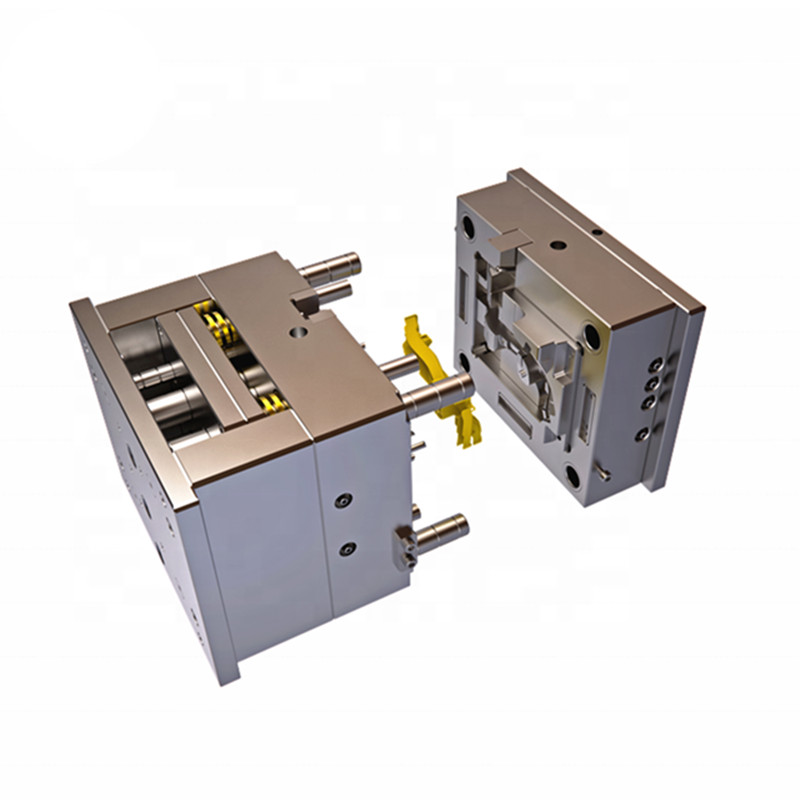
Spritzgießen ist ein beliebtes Herstellungsverfahren zur Herstellung großer Mengen von Kunststoffteilen aus Materialien, die als Thermoplaste bezeichnet werden. Es ist der Prozess, Kunststoff zu schmelzen, ihn in eine Form zu spritzen und dann den Prozess zu wiederholen, um Tausende oder sogar Millionen desselben Teils herzustellen.
LERN MEHR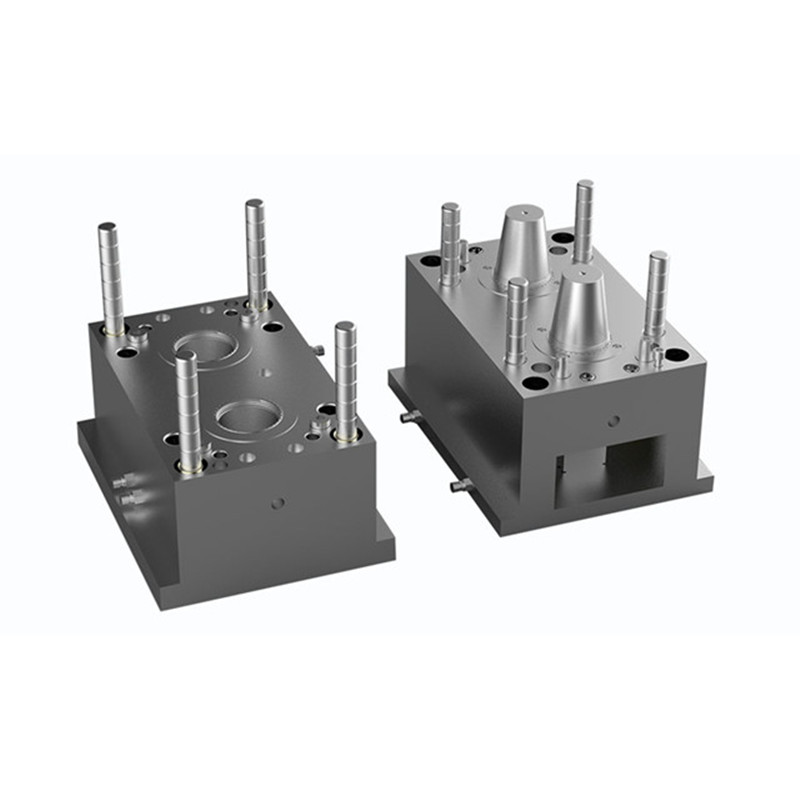
Kundenspezifischer Kunststoffspritzguss ist ideal für Kunststoffteile, bei denen der Erfolg von der Erzielung bestimmter mechanischer oder ästhetischer Eigenschaften abhängt. Komplexität ist kein Fremdwort, Design-Herausforderungen wecken wirklich unseren Wunsch, für Sie innovativ zu sein.
LERN MEHR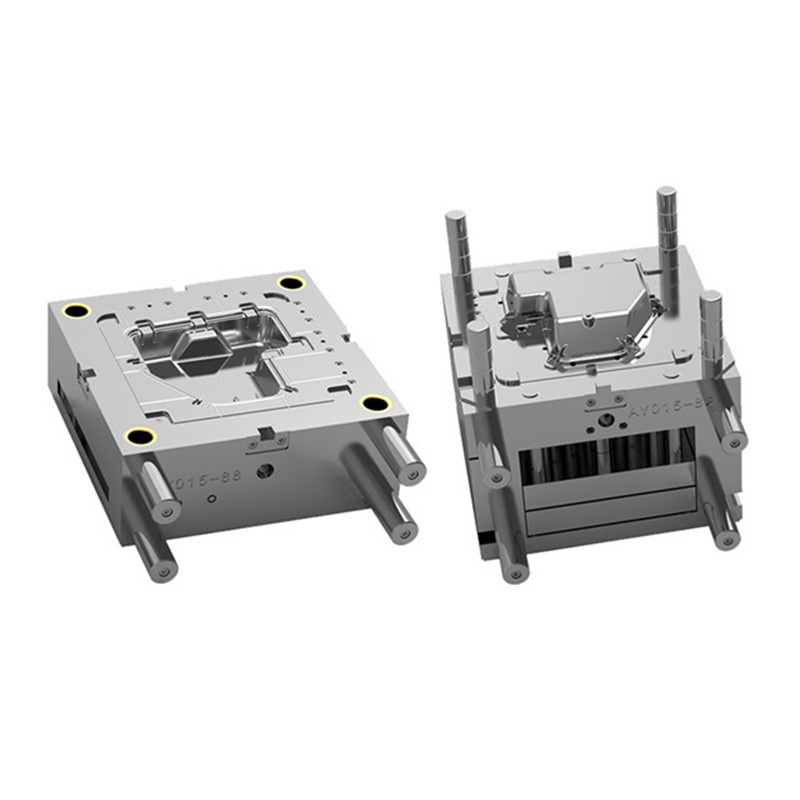
Eine Form ist ein spezielles Spritzgusswerkzeug. Hersteller von kundenspezifischen Formteilen entwerfen und fertigen die Form speziell für das Teil, das sie produzieren werden. Wenn der Produktionslauf für ein Teil beendet ist, ersetzen Spezialisten die Form durch eine neue Form für das nächste Teil, das sie herstellen müssen.
LERN MEHR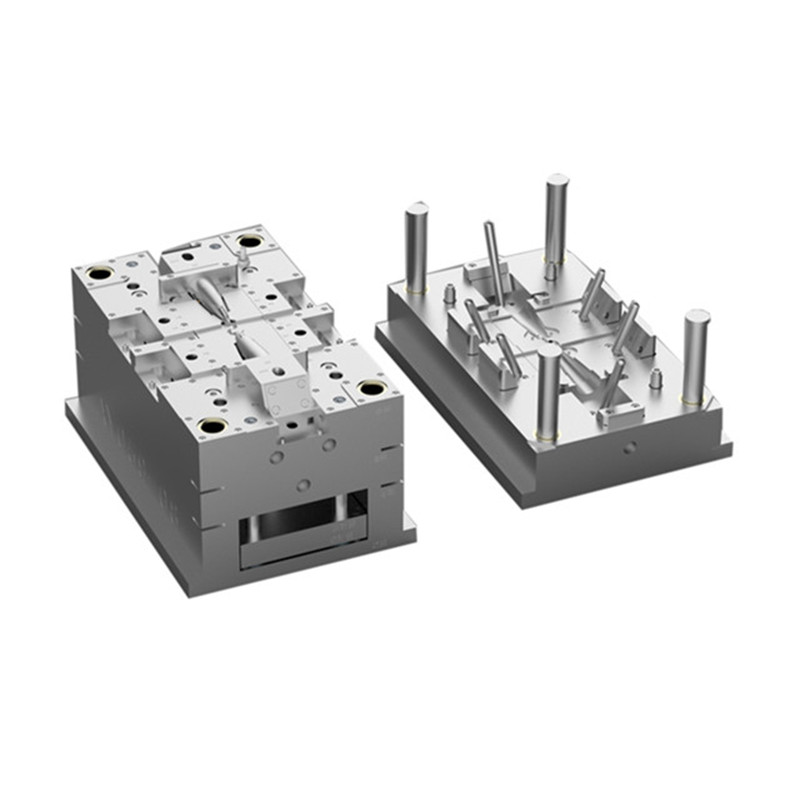
ABS-Kunststoffe sind Thermoplaste und werden in vielen Branchen eingesetzt, die die Herstellung starker und schlagfester Materialien erfordern. Als thermoplastisches Material brennt ABS beim Erhitzen nicht. Stattdessen wird es während des ABS-Formprozesses flüssig, um ein einfaches Spritzgießen und Recycling zu gewährleisten.
LERN MEHR
Das Kern- und Hohlraumdesign des Kunststoffspritzgusswerkzeugs gibt dem Endprodukt seine Form, aber es gibt mehrere andere Funktionen des Werkzeugs, die für die korrekte Formung des Endprodukts entscheidend sind. Das Werkzeug spielt eine große Rolle bei der korrekten Abkühlgeschwindigkeit des geformten Kunststoffteils. Wenn ein Kunststoffmaterial mit der falschen Geschwindigkeit aushärtet, können Verformungen und Spannungen auftreten. Das Material des Werkzeugs sollte so gewählt werden, dass die Abkühlgeschwindigkeit berücksichtigt wird. Einige Kunststoffmaterialien müssen möglicherweise in einem wassergekühlten Werkzeug geformt werden.
LERN MEHR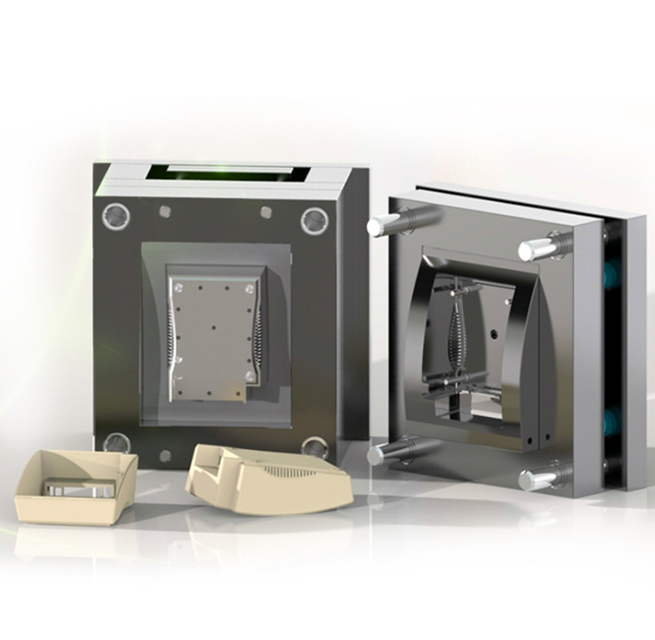
Papler Industry ist ein Hersteller von Spritzgussformen mit Sitz in China. Mit unserem InhousePräzisionsfertigungsanlagen, wir können mehrere Dienstleistungen anbieten: Produktdesign,Formenbau, Formenbau und Spritzguss.
LERN MEHR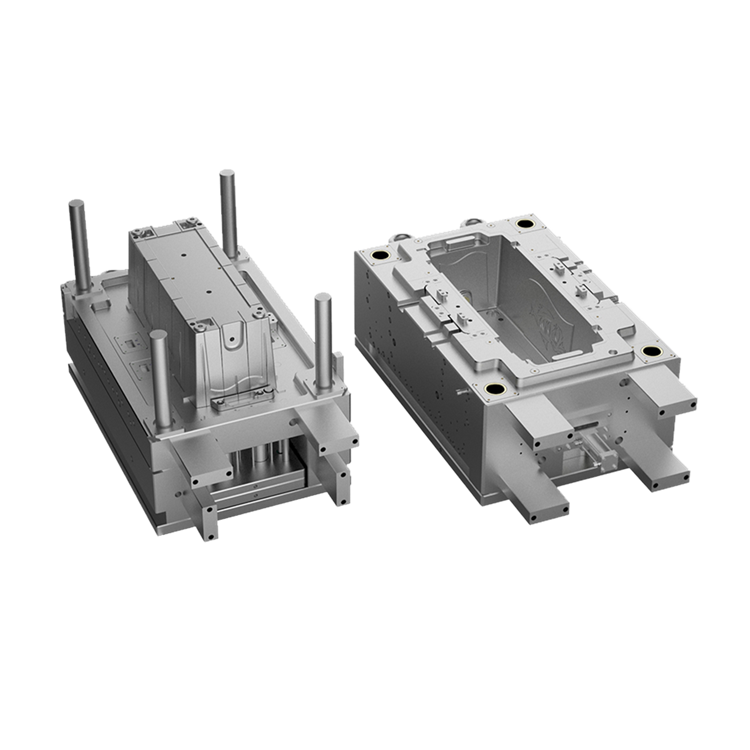
Beim Spritzgießen von Kunststoff wird geschmolzener Kunststoff in einen Formhohlraum gedrückt oder gespritzt. Kunststoffharz wird in einen erhitzten Zylinder eingeführt, gemischt und in ein Werkzeug eingespritzt, wo es abkühlt und entsprechend der Konfiguration des Formhohlraums aushärtet. Das Formverfahren von Papler Industry Co., Ltd ist ideal für hohe oder niedrige Produktionsläufe und kann die Herausforderungen komplexer Geometrien bewältigen.
LERN MEHR
Hochpräzise Formen für die Replikation strukturierter optischer Elemente wie Fresnel-Linsen oder Prismenarrays werden durch Diamantbearbeitung oder Präzisionsschleifen erzeugt. In manchen Fällen reicht die Oberflächenqualität der nachgebildeten Bauteile nicht aus, um die steigenden Anforderungen an Oberflächenrauigkeit und Formgenauigkeit für optische Anwendungen zu erfüllen. Daher kann ein nachträgliches Polieren der Strukturen erforderlich sein. Innerhalb dieser Arbeit wurden strukturierte Formen durch ein neu entwickeltes abrasives Polierverfahren, durch Laserpolieren und durch abrasives Fließbearbeiten fertiggestellt. Dieser Beitrag konzentriert sich auf die Materialabtragungsmechanismen und die erreichbare Oberflächenqualität beim abrasiven Polieren. Die Oberflächenqualität wird mit derjenigen verglichen, die durch Laserpolieren und Schleifflussbearbeitung erzielt wird.
LERN MEHR
Prototypen-Kunststoff-Spritzgussformen produzieren reale Spritzgussteile für die Funktionsprüfung. Sie können auch als Brückenwerkzeug dienen, um die Fertigungslücke für Produktionswerkzeuge zu füllen. Prototypenformen sind schnell gebaut; Das Teil hat die Form und Funktionalität, die ein Kunststoff-Prototypenteil zum Testen von Form, Passform und Funktion benötigen würde, weist jedoch möglicherweise keine feinen Details wie Farbpräferenzen oder Oberflächenbeschaffenheit auf. Prototypformen haben eine Garantie von bis zu 10.000 Zyklen.
LERN MEHR
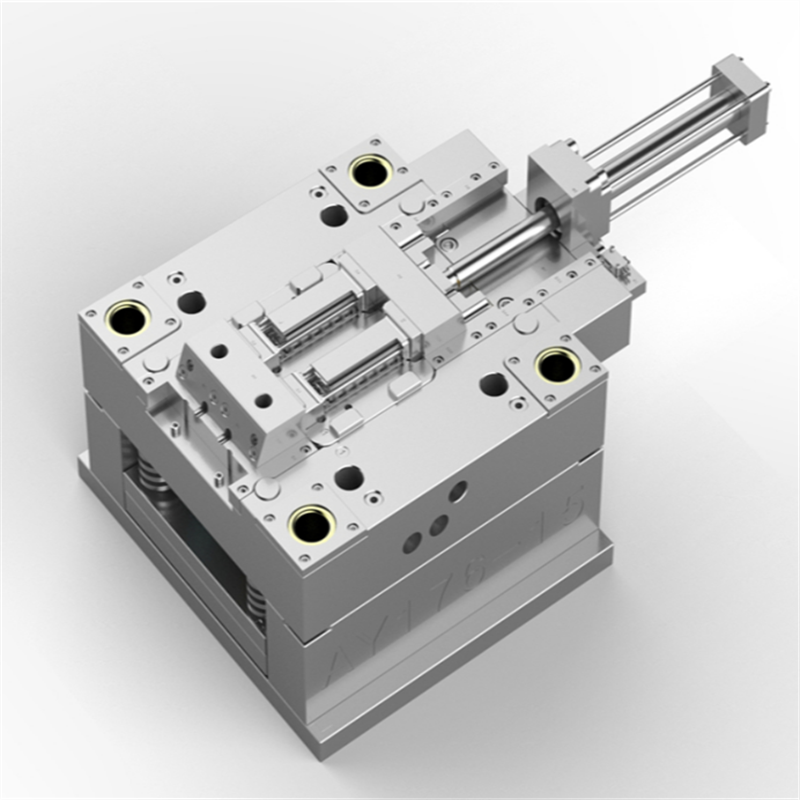
Eine Präzisionsspritzgussform hat Maßtoleranzen, die unter 1/3 der Maßtoleranz von Produkten kontrolliert werden. Die Präzision der Form hängt von der Genauigkeit der Kavitätsgröße und der Anzahl der Kavitäten im Design, der Positionierung der Kavität, der Präzision der Trennfläche, der Materialauswahl und der Maßtoleranz ab. Die Dicke der Bodenplatte, der Stützplatte und der Kavitätswand sowie die Angussgröße sind wichtige Faktoren der Präzisionsform. Design Engineering ist ebenso wichtig. Die Form besteht normalerweise aus legiertem Stahl, der eine hohe mechanische Festigkeit aufweist.
LERN MEHR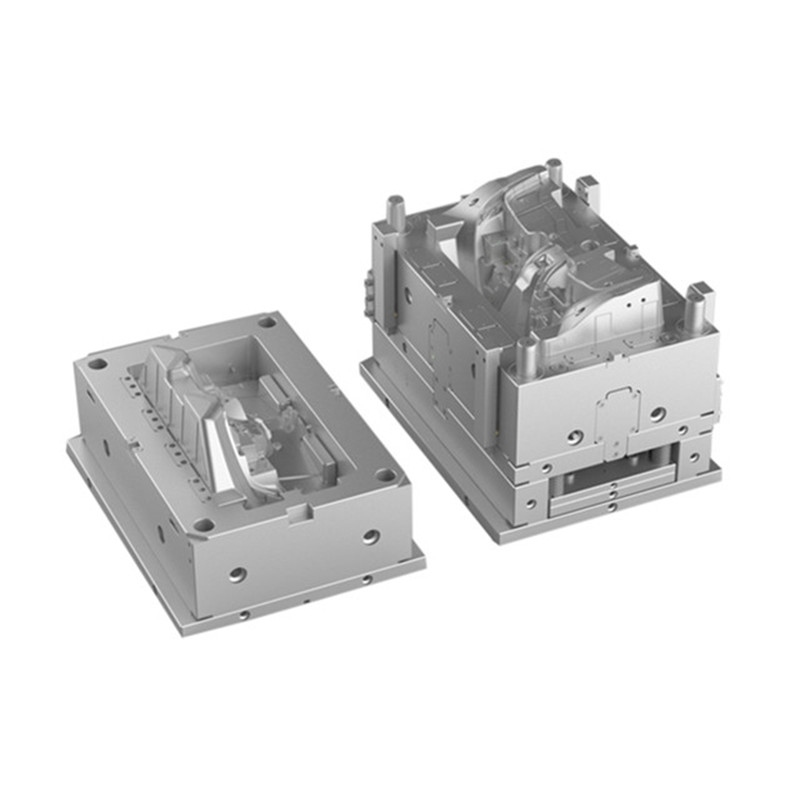
Papler Industry Co., Ltd verwendet ein schnelles Spritzgießen, ein technologiegesteuertes Verfahren, das die Fertigungsautomatisierung nutzt. CAD-Modelle werden direkt an die Produktionshalle gesendet, wo das Formenfräsen beginnt, aber in den meisten Fällen werden Formen aus Aluminium und nicht aus Stahl hergestellt. Dies ermöglicht eine schnellere und kostengünstigere Werkzeugbestückung im Vergleich zu herkömmlichen Stahlformen.
LERN MEHR
Das Formdesign ist ein grundlegender, aber wichtiger Teil beim Spritzgießen, unabhängig von der Größe und Position des Anschnitts, der Größe der Scherkante, der Fließunterstützung, der Kühlung und der Auswerfertechnologie, die alle die endgültigen Ergebnisse des Formspritzens beeinflussen. Es ist nicht übertrieben zu sagen, dass die Werkzeugkonstruktion einen wesentlichen Einfluss auf die Wirtschaftlichkeit und Qualität von Formteilen und Ihren Produkten hat.
LERN MEHR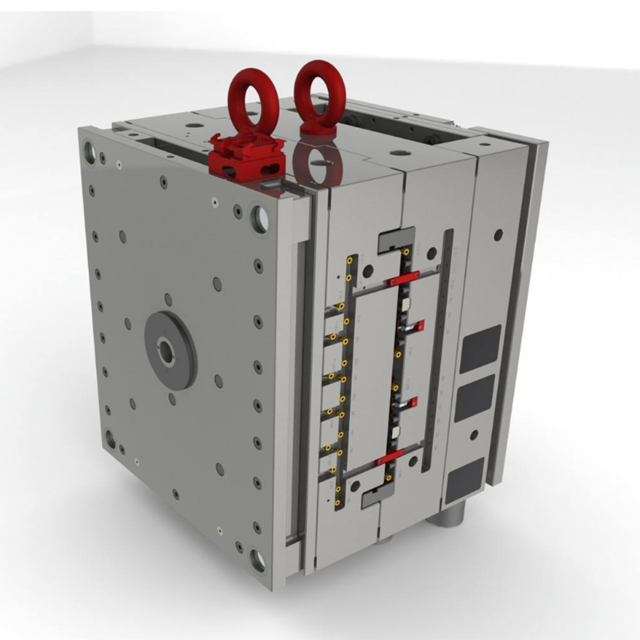
Präzisionsformen ist die neueste Technologie in der Welt des Kunststoffspritzgusses. Das Präzisionsformen ist eine Art des Kunststoffformens, die das teuerste und anspruchsvollste Verfahren des Formenbaus auf dem Markt ist.
LERN MEHR
Präzisionsspritzguss ist ein Prozess, der eine hohe Technik und den Einsatz von Präzisionsformen und Präzisionsmaschinen erfordert. Der Prozess der Präzisionsform unterscheidet sich von der normalen Spritzgussform, gehört aber immer noch zur Spritzgussform. Es erfordert eine strenge Toleranz von ±0,01 mm und wird mit hochpräzisen Maschinen und Techniken verarbeitet. Es hat strenge Anforderungen an Entlüftung, Materialfluss und Kühlung, die stabile Formparameter ermöglichen.
LERN MEHR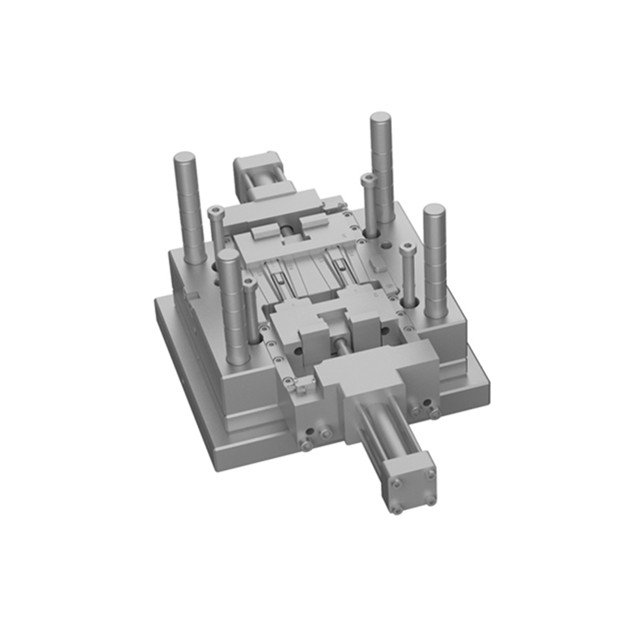
Die Formen selbst müssen so konstruiert sein, dass die verschiedenen Teile montiert werden können, die Luft entweichen kann, wenn das Material eingespritzt wird, und dann ein Kühlmittel durchströmen gelassen wird, um die gesamte Form auf eine Temperatur zu bringen, die das Produkt effizient kühlt, damit es ausreichend aushärtet entfernt werden und in Form bleiben. Sobald also eine Form hergestellt ist, sind die Beschränkungen das Einspritzen und das Abkühlen hinsichtlich der Anzahl von Produkten, die hergestellt werden können. Offensichtlich werden die Stückkosten pro Produkt mit zunehmender Auflage massiv reduziert, da die Formen mit der Zeit verschleißen können, aber normalerweise für lange Auflagen von vielen Zehntausend Produkten halten, bevor sie gewartet werden müssen.
LERN MEHR
Um das Ziel der Minimierung der Kosten bei der Herstellung von Automobil-Stanzformen zu erreichen, müssen Optimierungen und Verbesserungen vom vorläufigen Design über den Produktions- und Fertigungsprozess bis hin zur umfassenden Leistungsbeseitigung nach der Produktion durchgeführt werden. In der Automobilproduktions- und -fertigungsindustrie kann die Reduzierung der Kosten für Automobil-Stanzwerkzeuge in der Produktion und Fertigung das Unternehmen auf dem Markt wettbewerbsfähig halten und nicht mit der Zeit eliminieren.
LERN MEHR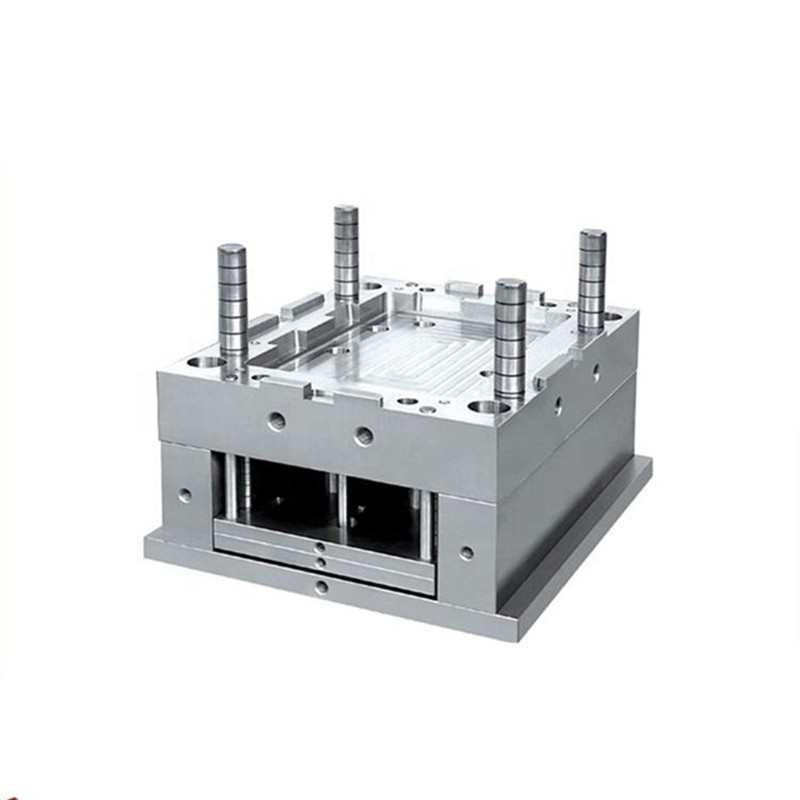
Papler Industry Co., Ltd verfügt über umfangreiche Erfahrung in der Konstruktion von Kunststoffspritzgussformen und im Spritzguss von Innen- und Außenkunststoffteilen für Autos. Unsere Mitarbeiter sind gut ausgebildet in Spezialtechniken wie Einsatzformen und Umspritzen, die für die Herstellung von Kunststoffautoteilen mit einer starken, haltbaren Struktur unerlässlich sind. Wir verwenden auch hochwertige Kunststoffmaterialien und modernste Technologie, um jedes Teil mit makelloser Präzision herzustellen.
LERN MEHR
Beim Spritzgießen werden kundenspezifische Kunststoffteile hergestellt, indem geschmolzenes Kunststoffmaterial unter hohem Druck in eine Metallform gespritzt wird. Genau wie bei anderen Formen des Kunststoffformens wird die Form nach dem Einspritzen des geschmolzenen Kunststoffs in die Form abgekühlt und geöffnet, um ein festes Kunststoffteil freizulegen. Der Prozess ähnelt einer Jello-Form, die gefüllt und dann abgekühlt wird, um das Endprodukt herzustellen. Diese Form kann Ihnen helfen, den Produktionsplan zu verbessern und die Produktionskapazität zu erhöhen.
LERN MEHR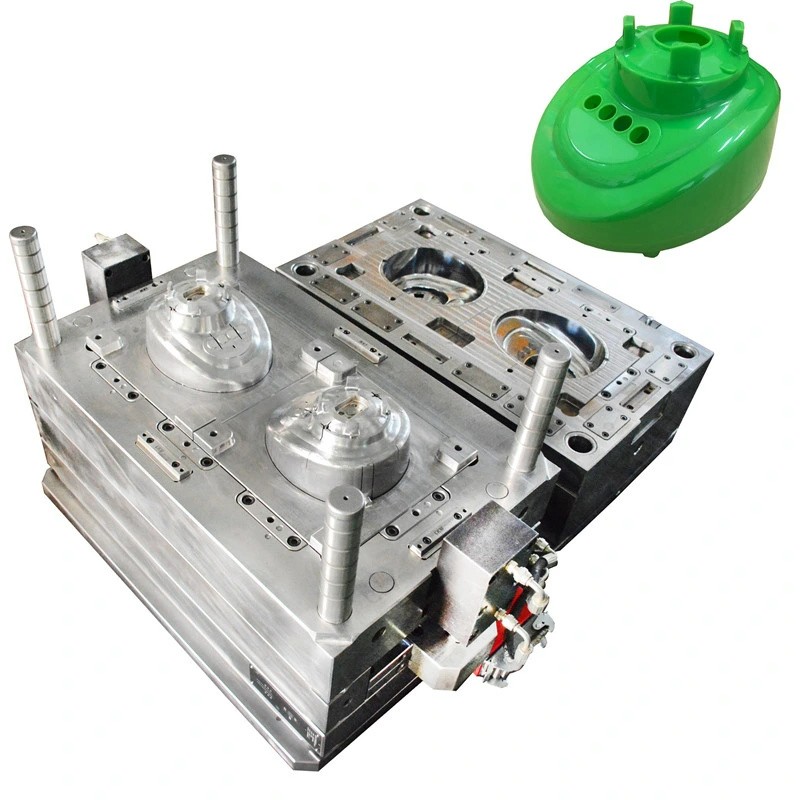
Unsere reiche Erfahrung als Kunststoffspritzgussunternehmen in China umfasst Produktionskapazitäten für viele verschiedene Branchen, Kunststoffmaterialien und Spezialzusätze für Ihre kundenspezifischen Kunststoffteile.Unser Fokus liegt auf Produktionsauflagen von 100 bis 100.000 Stück pro Auftrag. Wir wissen, dass jedes kundenspezifische Spritzgussprojekt anders ist, aber jeder Kunde genießt unsere Schlüsselwerte:Hochwertige kundenspezifische Kunststoff-Spritzgussformen und kundenspezifische Teile mit zuverlässigen pünktlichen LieferungenHervorragende Aufmerksamkeit für Kundenbedürfnisse durch fortschrittliche QualitätsplanungSchnelle Angebote und verzögerungsfreie KommunikationFreundlicher und kompetenter Kundenservice
LERN MEHR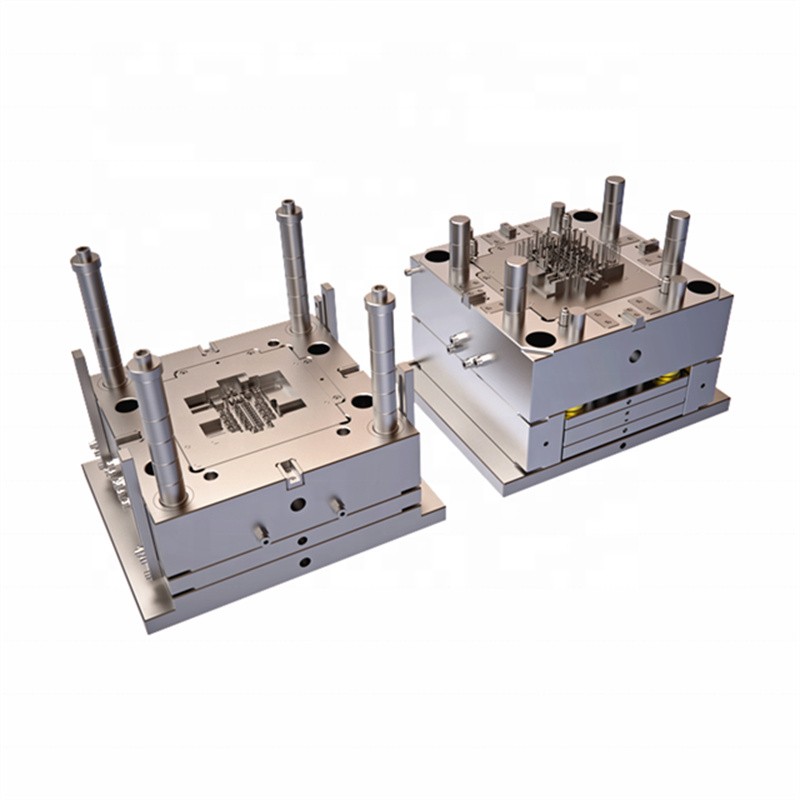
Egal, ob Sie Computerkomponenten, Sportgeräte oder Fahrzeuginnenausstattungen herstellen, Sie sind wahrscheinlich mit Kunststoffspritzguss vertraut. Wenn Ihre Produkte Kunststoffteile erfordern, bieten Kunststoffspritzgussformen von Kunststoffspritzgussunternehmen, die sich auf diesen Prozess spezialisiert haben, die effizienteste Lösung in einem Schritt.Kunststoffspritzgussunternehmen sind nicht alle gleich aufgebaut. Qualitätsprodukte und hervorragender Kundenservice sind führende Geschäftswerte für Papler Industry. Wir glauben, dass die Reaktion auf die Bedürfnisse unserer Kunden mit kosteneffizienten, innovativen Lösungen und kompetenten Support-Services eine Win-Win-Perspektive ist.
LERN MEHR
Unsere Erfahrung, gepaart mit der neuesten Technologie und Ausrüstung, ermöglicht es Papler Industry, die hochwertigen Formen und Formteile herzustellen, auf die sich unsere Kunden und deren Kunden verlassen können. Als professioneller Hersteller von Kunststoffformen in China umfassen einige der Dienstleistungen, die wir zusätzlich zum Kunststoffspritzguss anbieten, kundenspezifisches Spritzgießen, Prototypen-Spritzgießen, Einsatzformen und mehr.
LERN MEHR
Metallspritzgussformen, auch Matrizen genannt, werden zur Herstellung einer Vielzahl von Kunststoffspritzgussprodukten in allen Branchen verwendet. Andere Unternehmen können ihren Formenbau an Unterauftragnehmer vergeben. Die Kunststoff-Spritzgussformen von Papler Industry werden alle im eigenen Haus in unserem eigenen Werkzeugbauwerk in Michigan hergestellt.Der Werkzeugbau ist die zeitintensivste Phase des Spritzgießprozesses. Sie erfordern Präzisionswerkzeuge von erfahrenen Technikern. Unsere erfahrenen Werkzeugmacher arbeiten während des gesamten Bauprozesses mit unseren Ingenieuren und Inspektoren zusammen, um sicherzustellen, dass alles genau nach Spezifikation gebaut wird. Dieses Maß an Aufmerksamkeit ist erforderlich, da selbst der kleinste Fehltritt kostspielige Fehler verursachen kann.
LERN MEHR
Bei der Suche nach Kunststoffspritzgussunternehmen ist es wichtig, deren Formenbauphilosophie und Garantieoptionen zu kennen. Sobald Sie in eine hochwertige Spritzgussform investiert haben, verfügen Sie über ein langlebiges Präzisionsprodukt, das immer wieder verwendet werden kann, Lauf für Lauf.Für die Formkonstruktionen unseres Kunststoffspritzgussunternehmens gilt eine unbegrenzte Werkzeuggarantie, die so lange gültig ist, wie wir Ihre Produktionsteile ausführen.
LERN MEHR KONTAKTIERE UNS
KONTAKTIERE UNS Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Email : roger@ppl2009.com
Email : roger@ppl2009.com


 IPv6 NETZWERK UNTERSTÜTZT
IPv6 NETZWERK UNTERSTÜTZT