



Druckguss ein automatisiertes Gießverfahren, bei dem die flüssige Schmelze unter hohem Druck (150 bis 1200 bar) und hoher Füllgeschwindigkeit (bis 540 km/h) in eine Form gepresst wird. Üblicherweise werden Legierungen mit niedrigem Schmelzpunkt verwendet. Dieses Druckgussverfahren eignet sich besonders für die Serien- und Massenfertigung von Bauteilen, da im Gegensatz zum Sandguss dauerhafte Metallformen verwendet werden, die nach dem Gießen nicht zerstört werden müssen. Es ist möglich, große und komplexe Bauteile mit geringen Wandstärken herzustellen.
Formen
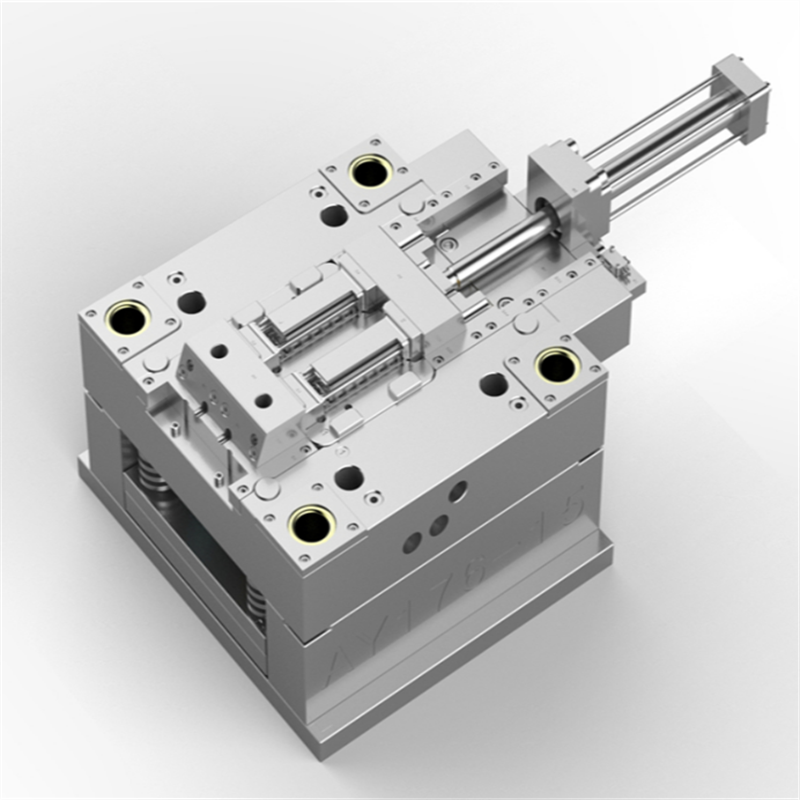
Die Druckgussformen aus hochwertigen, hitzebeständigen Stahlsorten bestehen aus zwei Hälften, die einen Hohlraum bilden, in den die flüssige Schmelze während des Gießvorgangs gepresst wird. Die Hälften befinden sich auf einer festen und einer beweglichen Maschinenplatte. Beim Druckgussverfahren mit hoher Integrität wird ein Hochdruckgussverfahren auf die Formhälften angewendet, weshalb die Form mit Verriegelungen ausgestattet ist. Zusätzlich werden bestimmte Teile der Form gekühlt und/oder erhitzt, damit das Gussteil wie gewünscht erstarrt. Die Herstellung der Formen ist sehr kosten- und zeitintensiv, jedoch können mit nur einer davon mehrere zehntausend bis über eine Million Gussteile hergestellt werden. Ein weiterer Vorteil der wiederverwendbaren Gießformen ist, dass die Schmelze schnell abkühlt.
Funktionalität und Verfahren
Beim Druckguss gibt es zwei unterschiedliche Verfahren zur Herstellung von Bauteilen: Warmkammer- und Kaltkammer-Druckgussverfahren. Bei beiden Herstellungsverfahren wird die Form vor dem Gießvorgang mit einem Trennmittel besprüht, um ein leichtes Entformen des später gegossenen Teils zu gewährleisten. Allerdings wird die Schmelze nicht direkt in den Formhohlraum gegossen, sondern zunächst in die Gießkammer der Druckgießmaschine eingefüllt. Von dort wird die Legierung durch einen Kolben (den sogenannten Gießsatz) durch einen oder mehrere Kanäle in die Form gepresst. Der Unterschied zwischen den beiden Verfahren liegt im nachfolgend beschriebenen Aufbau der Gießkammer.
Charakteristisch für Warmkammer-Druckgießmaschinen ist, dass die Gießkammer ständig mit der flüssigen Legierung in Kontakt steht. Die Schmelze gelangt durch ein Ventil in die Gießkammer, wo sie vom Kolben mit hoher Geschwindigkeit in die geschlossene Druckgussform gepresst wird. Dieses Verfahren wird für Legierungen mit niedrigem Schmelzpunkt wie Zink, Blei oder Zinn verwendet.
Kaltkammer-Druckgießmaschinen sind so konstruiert, dass sich das Gießset außerhalb der Schmelze befindet. Zur Herstellung eines Bauteils wird die Legierung in die Gießkammer eingefüllt und durch Kanäle in die Druckgussform gepresst. Dieses Verfahren eignet sich für Materialien mit einem höheren Schmelzpunkt. Dazu gehören beispielsweise Aluminium und Kupfer.
Nachdem bei beiden Verfahren die Legierung in die Form gepresst wurde, erstarrt das Bauteil unter dem starken Druck, woraufhin die Verschlüsse der Form geöffnet werden können. Das Teil mit Anschnitt wird durch automatisch betätigte Auswerferstifte aus dem Werkzeug entnommen und kann bei Bedarf weiterverarbeitet werden. Vereinfacht gesagt lässt sich der Gießvorgang in folgende Schritte unterteilen und findet in der Praxis in Hundertstelsekunden – oder sogar nur Tausendstelsekunden – statt:
Der Kaltkammer-Druckguss ist das beliebteste Verfahren in der Massenproduktion von Leichtmetallguss.


Aluminium-Druckguss ist eine Art Druckgussteile, durch die Gießform Druckgussmaschine Druckgussmaschine, die Hitze zu flüssigem Aluminium oder Aluminiumlegierung in den Einlass der Druckgussmaschine gegossen, durch die Druckgussmaschine Druckguss, Gießen der Form zu die Form und Größe von Aluminiumteilen oder Aluminiumteilen begrenzen, werden solche Teile üblicherweise als Aluminiumdruckguss bezeichnet.
LERN MEHR
Das Druckgussverfahren ist ein Herstellungsverfahren, bei dem geschmolzenes Metall in Stahlformen gegossen oder gepresst wird. Die Formen, auch Werkzeuge oder Matrizen genannt, werden aus Stahl hergestellt und für jedes Projekt speziell entwickelt. Dadurch kann jede Komponente mit Genauigkeit und Wiederholbarkeit erstellt werden. Aluminium, Zink und Magnesium sind die am häufigsten verwendeten Druckgusslegierungen.
LERN MEHR
Druckguss ist ein Metallgussverfahren, das dadurch gekennzeichnet ist, dass geschmolzenes Metall unter hohem Druck in einen Formhohlraum gepresst wird. Die Formkavität wird mit zwei gehärteten Werkzeugstahlmatrizen hergestellt, die maschinell in Form gebracht wurden und während des Prozesses ähnlich wie eine Spritzgussform funktionieren. Die meisten Druckgussteile werden aus Nichteisenmetallen hergestellt, insbesondere aus Legierungen auf Zink-, Kupfer-, Aluminium-, Magnesium-, Blei-, Zinn- und Zinnbasis. Je nach Art des zu gießenden Metalls kommt eine Warm- oder Kaltkammermaschine zum Einsatz.
LERN MEHR
Druckguss ein automatisiertes Gießverfahren, bei dem die flüssige Schmelze unter hohem Druck (150 bis 1200 bar) und hoher Füllgeschwindigkeit (bis 540 km/h) in eine Form gepresst wird. Üblicherweise werden Legierungen mit niedrigem Schmelzpunkt verwendet. Dieses Druckgussverfahren eignet sich besonders für die Serien- und Massenfertigung von Bauteilen, da im Gegensatz zum Sandguss dauerhafte Metallformen verwendet werden, die nach dem Gießen nicht zerstört werden müssen. Es ist möglich, große und komplexe Bauteile mit geringen Wandstärken herzustellen.
LERN MEHR
Druckguss ist eines der wirtschaftlichsten und schnellsten Umformverfahren. Die Vorteile dieses Produktionsverfahrens liegen darin, dass mit nur einer Form relativ schnell hunderttausende Gussteile hergestellt werden können. Alle produzierten Bauteile haben eine einheitliche Qualität und fallen mit relativ geringen Stückkosten an. Wählen Sie je nach Schmelzpunkt des Metalls Hochdruck- oder Niederdruckguss.
LERN MEHR
Druckguss ist ein äußerst beliebtes Herstellungsverfahren zur Herstellung von Metallprodukten. Druckgussteile produzieren hochwertige, einheitliche Teile, die in nahezu jeder Größe, Teilegeometrie, Oberflächenstruktur oder Ausführung hergestellt werden können. Sie können minimale sekundäre Prozesse erfordern, da viele Merkmale in das Design integriert werden können, wie z. B. Stifte, Scharniere, Bohrlöcher und Vorsprünge, um nur einige zu nennen.
LERN MEHR
Beim Druckgussverfahren wird geschmolzenes Metall mit niedrigen Schmelzpunkten wie Zink und Aluminium in die Druckgussform eingespritzt und abgekühlt. Je nach Schmelzpunkt erfolgt es unter zwei verschiedenen Mechanismen (Warm- und Kaltkammerguss) und eignet sich zur Herstellung einfacher und komplexer Blechteile.
LERN MEHR
Druckguss besteht aus drei Elementen: Legierung, Rohmaterial, Druckgussmaschine und Matrize. Es ist ein Prozess, bei dem geschmolzene Legierung (Schmelze) unter hohem Druck in die Form gespritzt wird, was angeblich der kürzeste vom Rohmaterial bis zum Produkt ist. An der Druckgießmaschine sind zwei Formhälften, fest und beweglich, montiert; Wenn die eingespritzte Schmelze schnell erstarrt, öffnet sich die bewegliche Matrize und das Gussteil wird entnommen. Da es eine Massenproduktion von Teilen mit komplexer Konfiguration ermöglicht, die 1) genaue Abmessungen, 2) genaue Oberflächenbeschaffenheit, 3) feine Oberfläche und 4) ausgezeichnete Festigkeit aufweisen; Sein Verdienst wird hoch geschätzt und spielt eine wichtige Rolle in der metallverarbeitenden Industrie.
LERN MEHR
Aluminiumdruckguss ist das Verfahren der Wahl für viele Automobil-, Industrie- und Telekommunikationsprodukte. Es wird auch häufig zur Herstellung von elektrischen, hydraulischen und Beleuchtungskomponenten verwendet. Wenn Sie mehr über das Hochdruck-Aluminium-Druckgussverfahren erfahren möchten und Hilfe bei der Entscheidung benötigen, ob es die richtige Wahl für Ihre Anwendung ist, zögern Sie bitte nicht, uns bezüglich Ihres individuellen Projekts zu konsultieren, und wir können eine Geheimhaltungsvereinbarung mit unterzeichnen Sie.
LERN MEHR
Druckguss aus Aluminium wird für viele industrielle Anwendungen verwendet, beispielsweise in der Automobilindustrie, Anwendungen umfassen Räder, Zylinderblöcke und -köpfe, Kolben, Bremszylinder und Querlenker. Es wird vorausgesagt, dass der Ersatz von Eisengussteilen durch Aluminiumgusskomponenten im Automobilsektor weiter zunehmen wird, da die Autohersteller weiterhin nach Möglichkeiten suchen, das Fahrzeuggewicht zu reduzieren.
LERN MEHR
Papler Industry Co., Ltd ist in der Lage, mit einer Vielzahl von Edelstahl-Feingussteilen zu arbeiten und hochfeste und korrosionsbeständige Teile zu liefern. Unsere Edelstahl-Feingussdienstleistungen wurden für Transport-, Schusswaffen-, Elektro-, Werkzeugindustrieprojekte und mehr eingesetzt. Wir perfektionieren unsere Methoden seit Jahrzehnten und sind eine der vertrauenswürdigsten Edelstahl-Feinguss-Gießereien der Branche.
LERN MEHR
Druckguss ist das Herstellungsverfahren der Wahl, wenn große Mengen relativ komplexer Metallteile hergestellt werden, und wird aufgrund seiner Vielseitigkeit, Zuverlässigkeit und Genauigkeit weit verbreitet. Druckguss eliminiert alle oder die meisten sekundären Operationen, die zur Herstellung eines Metallteils erforderlich sind; Eine Nachbearbeitung ist jedoch üblich, um engere funktionskritische Toleranzen einzuhalten. Druckgussteile können auch in jedem Finish ihrer jeweiligen CNC-bearbeiteten Gegenstücke nachbearbeitet werden.
LERN MEHR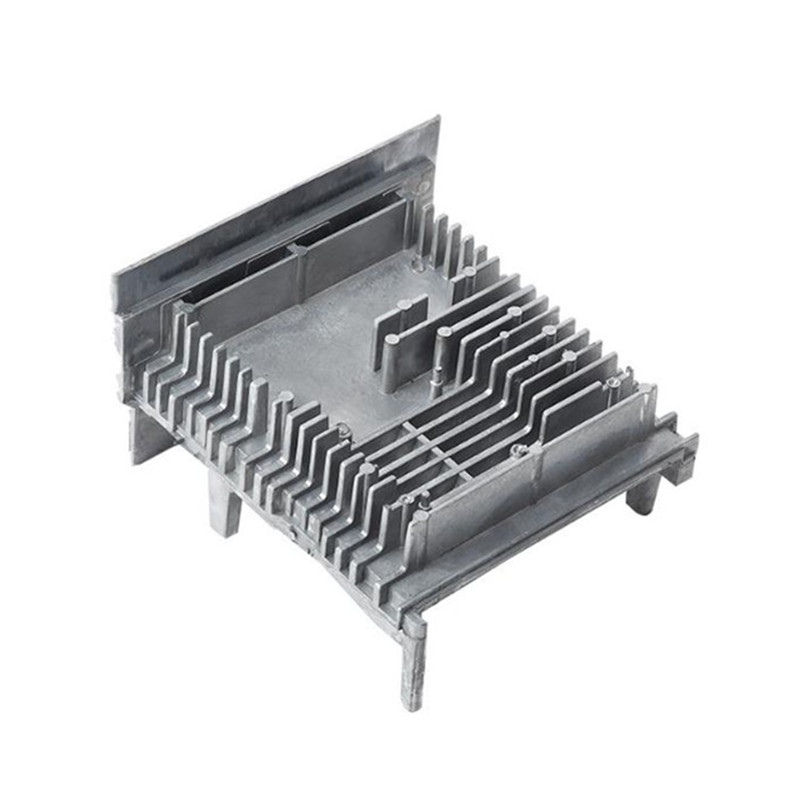
Druckguss ist eine florierende Facette der Metallverarbeitungsindustrie. Es ist eine erprobte und bewährte Methode, die einer optimierten, qualitativ hochwertigen Produktion förderlich ist. Es ist nicht nur eine kostengünstige Möglichkeit, kundenspezifische Metallteile und -komponenten herzustellen, sondern ermöglicht Ihnen auch, komplexe Netzformen und komplexe interne Merkmale zu erstellen. Wenn Sie mehr über unsere Dienstleistungen für Druckgusslegierungen erfahren möchten, wenden Sie sich an Papler Industry Co., Ltd, um ein kostenloses Angebot für Ihr Projekt zu erhalten.
LERN MEHR
Einer der wichtigsten Vorteile von Druckguss-Aluminium besteht darin, dass leichtere Teile hergestellt werden können – mit mehr Oberflächenveredelungsoptionen als bei anderen Druckgusslegierungen. Aluminium hält auch den höchsten Betriebstemperaturen aller Druckgusslegierungen stand. Darüber hinaus ist Aluminiumguss vielseitig und korrosionsbeständig; es behält eine hohe Dimensionsstabilität bei dünnen Wandstärken und kann in nahezu jeder Branche eingesetzt werden.
LERN MEHR
Der Druckguss von Aluminiumlegierungen ist für die Förderung kommerzieller Aktivitäten in vielen Branchen unerlässlich. Dies ist möglich, weil die durch Druckguss hergestellten Teile vielseitig sind und für viele profitable Dinge verwendet werden können. Sie können beispielsweise Druckgussteile verwenden, um Autos, medizinische Werkzeuge, militärische Werkzeuge und Schusswaffen, Telekommunikationsausrüstung, elektrische Produkte und viele andere Dinge herzustellen.
LERN MEHR
Bei Papler Industry Co., Ltd. wird jede Komponente, die wir herstellen, speziell nach den genauen Spezifikationen unserer Kunden entworfen und konstruiert. Das Produktionsvolumen für jedes von uns hergestellte Stück kann von mehreren hundert bis zu mehreren hunderttausend Druckgussteilen variieren. Kontaktieren Sie uns, um mehr über unsere Serviceangebote für kundenspezifischen Druckguss zu erfahren.
LERN MEHR
Es gibt keinen einzelnen Prozess, der für jedes Projekt geeignet ist. Jedes Druckgusswerkzeugprojekt ist anders, weshalb Papler Industry Co., Ltd mehrere Lösungen für alle Druckgussanforderungen anbietet. Dadurch wird sichergestellt, dass immer das richtige Verfahren für die richtige Anwendung verwendet wird.
LERN MEHR
Papler Industry Co., Ltd hat den Vorteil, Auto-Druckguss-Aluminiumheizkörper von hoher Qualität und niedrigem Preis herzustellen. Um die hohen Erwartungen der Kunden zu erfüllen, haben wir jetzt ein solides Personal, um Ihnen die beste umfassende Unterstützung zu bieten. Bauen Sie in Zukunft eine gute und dauerhafte Zusammenarbeit mit Ihnen auf!
LERN MEHR
Das Verfahren des Aluminiumdruckgusses ist eine hocheffiziente und wirtschaftliche Methode zur Herstellung hochwertiger Teile. Komplizierte und geometrisch komplexe Teile mit einzigartigen Designs können problemlos in Massenproduktion hergestellt werden. Im Mittelpunkt des Prozesses steht die Konstruktion einer wiederverwendbaren Form oder Matrize, die aus Stahl gegossen wird.
LERN MEHR
Druckguss ist aufgrund seiner Zuverlässigkeit, Genauigkeit und Vielseitigkeit das bevorzugte Herstellungsverfahren für große Serien komplexer Metallteile. Sowohl das Kaltkammer- als auch das Warmkammer-Druckgussverfahren folgen dem gleichen allgemeinen Ansatz, unterscheiden sich jedoch in der Maschineneinrichtung und der Lieferung des geschmolzenen Metalls. Die Wahl der richtigen Methode hängt davon ab, ob es sich bei dem Projekt um eine einmalige Teileentwicklung handelt, von der Anwendung des Teils und davon, welches Metall die Anforderungen des Herstellers erfüllt.
LERN MEHR
Druckguss ist ein vielseitiges, effizientes und wirtschaftliches Verfahren zur Herstellung von technischen Metallteilen. Der Druckguss bietet eine breitere Palette an Formen und Komponenten als jede andere Fertigungstechnik. Der Druckgussprozess erfordert eine Stahlform. Diese wiederverwendbaren Stahlformen, Matrizen genannt, können so konstruiert werden, dass sie komplexe Formen mit einem hohen Maß an Genauigkeit und Wiederholbarkeit herstellen. Die Matrizen werden in eine Maschine montiert, die geschmolzenes Metall unter hohem Druck in die Matrizen einspritzt. Sobald die Metallschmelze erstarrt ist, wird die Kokille geöffnet und das Gussteil aus der Form ausgeworfen. Die Matrize wird dann geschlossen und der Prozess beginnt von neuem.
LERN MEHR
Druckguss ist ein Herstellungsverfahren, das üblicherweise zur Herstellung von Aluminiumteilen mit genauen Abmessungen, scharf definierten, glatten oder strukturierten Oberflächen verwendet wird. Es wird erreicht, indem geschmolzenes Aluminium unter hohem Druck in wiederverwendbare Aluminium-Druckgussformen gepresst wird.
LERN MEHR
Druckguss ist ein Hochdruckgussverfahren zur Metallherstellung, bei dem geschmolzenes Metall in einen Formhohlraum (auch als Werkzeug oder Werkzeug bezeichnet) gedrückt wird. Der Formhohlraum besteht aus zwei gehärteten Werkzeugstahlmatrizen. Basierend auf dem Gussmetall wird eine Warm- oder Kaltkammermaschine verwendet. Wir bieten Druckgussdienstleistungen in einer Vielzahl von Materialien an, die genaue und komplexe Formen erzeugen. Druckguss kann eine breite Palette von Teilen mit perfektem Finish und erstaunlichen Details herstellen.
LERN MEHR
Aluminiumlegierung ist das am weitesten verbreitete Material, das im Design von LED-Leuchtengehäusen aus Druckgussteilen verwendet wird. Dies ist nicht überraschend, da es viele Vorteile hat, wie z. B. gute Wärmeabgabe, Festigkeit, hohes Licht-Gewichts-Verhältnis, Ästhetik, Haltbarkeit sowie Recycling-Eigenschaften. Diese Eigenschaften machen es zu einer idealen Option für Gehäusematerialien für LED-Leuchten.
LERN MEHR
Druckgussgehäuse sind ein hochvolumiger Herstellungsprozess. In begrenztem Umfang, da das Druckgussgehäuse ein produktives, konservatives Verfahren ist, das in so ziemlich jedem technischen Bereich ein umfangreicheres Teilespektrum bietet.
LERN MEHR
Kleiner Aluminium-Druckguss wird häufig in der Automobilindustrie als langlebige, leichte Alternative zu Stahl und Eisen verwendet. Aufgrund seiner elektrischen und thermischen Leitfähigkeitseigenschaften eignet es sich gut für die Telekommunikations- und Computerindustrie. Sein geringes Gewicht macht es zu einer ausgezeichneten Wahl für tragbare Anwendungen.
LERN MEHR
Aluminium-Druckguss ist ein Herstellungsverfahren zur Herstellung von genau dimensionierten, scharf definierten Aluminium-Druckgussteilen mit glatter oder strukturierter Oberfläche durch die Verwendung von wiederverwendbaren Formen, sogenannten Matrizen. Das Aluminiumdruckgussverfahren beinhaltet die Verwendung eines Ofens, einer Aluminiumlegierung, einer Druckgussmaschine und einer Form.
LERN MEHR
Um den unterschiedlichen Anforderungen der Industrie gerecht zu werden, bieten wir eine hervorragende Auswahl an LED-Leuchtengehäusen aus Aluminiumdruckguss an. Abgesehen von unseren angebotenen Produkten können wir neue/andere Designs von Aluminiumdruckgussprodukten und LED-Leuchtengehäusen sowie nach den Anforderungen des Käufers liefern.
LERN MEHR
Papler Industry Co., Ltd verfügt über weitreichende Erfahrung in der Branche, einschließlich des Gießens von Motorteilen, Getriebeteilen, Aufhängungsteilen und mehr. Der Automobil-Druckguss ist in der Lage, enge Toleranzen und glatte Oberflächen zu erzielen und gleichzeitig schnelle und kostengünstige Produktionspläne einzuhalten. Von der anfänglichen Formvorbereitung und -bearbeitung bis hin zur hochpräzisen Bearbeitung und Prüfung sind unsere Hochdruckguss-Dienstleistungen ideal für die Automobilindustrie.
LERN MEHR
Der Druckguss entwickelt sich zu einem der am häufigsten verwendeten Herstellungsverfahren. Druckguss wird bei der Herstellung einer breiten Palette von Produkten verwendet, die in nahezu jeder erdenklichen Branche oder Branche zu finden sind. Wie bei anderen Metalldruckgussverfahren sind Druckgussprodukte natürlich nur so gut wie die Metalle, die bei ihrer Herstellung verwendet werden. Die Ausgangsmetalle wirken sich auf die Gesamtqualität, Haltbarkeit und das ästhetische Erscheinungsbild des Endprodukts aus.
LERN MEHR
Papler Industry Co., Ltd verfügt über zwei Metallgussverfahren zur Herstellung von Automobilteilen. Das eine ist das Druckgussverfahren. Je nach angewendetem Druck unterscheidet man 2 Arten von Druckgussverfahren: Hochdruckguss und Niederdruckguss. Durch das Metalldruckgussverfahren können wir fast alle Aluminium-Autoteile herstellen, wie Motorblock, Zylinderkopf, Kolben, Pleuel, Getriebegehäuse, Radnabe, Pumpengehäuse, Vergasergehäuse, Ventildeckel, Lenkgehäuse, Kupplungsgehäuse , etc.
LERN MEHR
Druckguss ist eine wirtschaftliche Methode, um große Mengen kompliziert geformter Produkte aus Leichtmetallen mit hoher Präzision herzustellen. Geschmolzene Metalle werden mit hoher Geschwindigkeit durch einen Injektionsprozess in die wassergekühlte Metallmatrize oder -form eingebracht. Das geschmolzene Metall verwandelt sich in einen Feststoff, wenn es mit dem kühlen Wasser in Kontakt kommt.
LERN MEHR
Beim Druckguss wird geschmolzenes Metall unter hohem Druck in einen Formhohlraum gepresst und das Metall dann während der Erstarrung unter Druck gehalten. Der Druck wird durch die Wirkung eines hydraulischen Kolbenstößels aufgebracht, der geschmolzenes Metall durch eine Stahlmatrize und in die Form einspritzt. Der Metallguss wird nach dem Erstarren aus der Form entfernt und der Vorgang unter Verwendung derselben Dauerform wiederholt. Das Verfahren ist aufgrund der schnellen Erstarrungsgeschwindigkeit des Gussstücks für eine Produktion mit sehr hoher Geschwindigkeit geeignet. Viele Aluminium- und Magnesiumlegierungen werden mit diesem Verfahren gegossen.
LERN MEHR
Druckguss ist ein etabliertes Gießverfahren, das sich besonders für die vollautomatische, hochproduktive Großserienfertigung von komplexen endkonturnahen Teilen mit Teilegewichten von wenigen Gramm bis über 15 kg eignet.
LERN MEHR
Aluminiumdruckguss hat sich als ideale Methode zur Herstellung von LED-Gehäusen für verschiedene Teilekomponenten mit einer Vielzahl von Materialien erwiesen. Die vielen Eigenschaften von Aluminium machen es zu einem idealen Metall für Druckgusskonstruktionen. Kundenspezifische LED-Gehäuse aus Aluminiumdruckguss sind wertvoll, einzigartig und in der Lichtindustrie unvermeidlich.
LERN MEHR
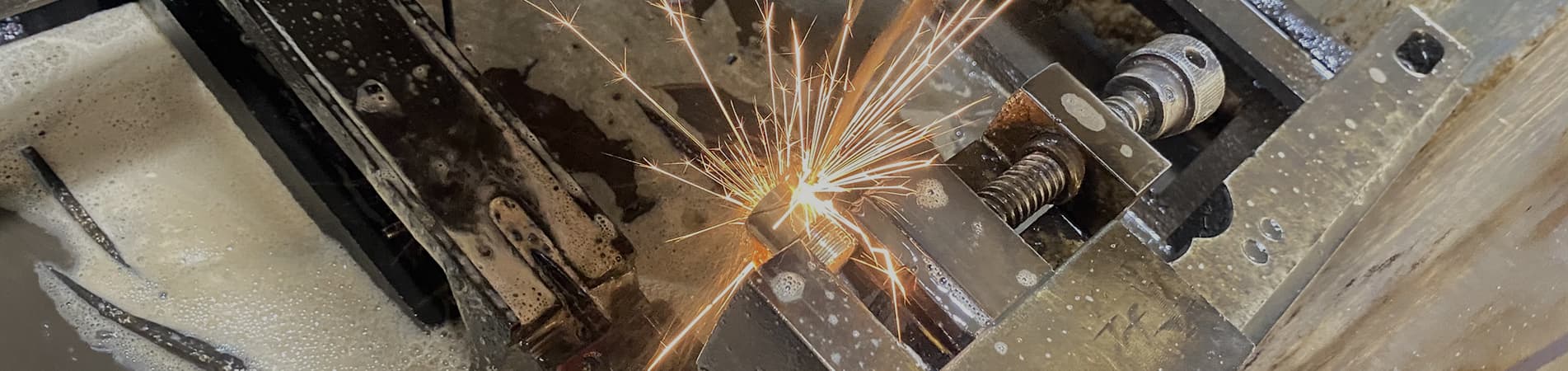
Die Kolbenspitze ist ein kritisches Element des Aluminium-Druckgussverfahrens. Ihr erfolgreicher Betrieb hängt von einer Reihe von Faktoren ab, allen voran von ihrem effizienten Zusammenspiel mit einer runden, geraden, thermisch und damit formstabilen Gießkammer.
LERN MEHR
Die Gießkammer ist ein kritisches Element des Aluminium-Druckgussverfahrens. Für maximale Produktivität – und auch maximale Lebensdauer sowohl für Füllrohr als auch für die Kolbenspitze – muss sich der Kolben gleichmäßig und mit konstanter Geschwindigkeit durch ein perfekt rundes, gerades Füllrohr bewegen.
LERN MEHR
Um das Verhältnis von Festigkeit zu Gewicht des Gussstücks zu erhöhen, muss das Gussstück wärmebehandelt werden. Die Wärmebehandlungstemperatur kann bis zu 400 °C betragen und bis zu 24 Stunden dauern. Die darin eingeschlossene Luft könnte sich ausdehnen und während der Wärmebehandlung Blasenbildung verursachen, insbesondere bei Aluminiumlegierungen.
LERN MEHR
Als eines der vielseitigsten Metalle haben Aluminium und seine Legierungen in unzähligen Anwendungen an Bedeutung gewonnen. Der Markt für Aluminiumlegierungen gehört aufgrund seiner hervorragenden physikalischen Eigenschaften zu den am häufigsten verwendeten Nichteisenmetallen in technischen Anwendungen. Eine schnell wachsende Stadtbevölkerung hat die Nachfrage nach fortschrittlichen Baumaterialien für die Entwicklung von Wohn- und Geschäftsgebäuden sowie anderer Infrastruktur wie Brücken und Überführungen erhöht.
LERN MEHR KONTAKTIERE UNS
KONTAKTIERE UNS Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Email : roger@ppl2009.com
Email : roger@ppl2009.com


 IPv6 NETZWERK UNTERSTÜTZT
IPv6 NETZWERK UNTERSTÜTZT