


Blechstanzteile sind in verschiedenen Branchen weit verbreitet und für eine Vielzahl von Blechmaterialien geeignet, darunter hauptsächlich: Kohlenstoffstahl, Edelstahl, kaltgewalzter Stahl, Aluminiumlegierung, Kupferlegierung, verzinkter Stahl, Titanlegierung und so weiter. Durch das Stanzen von Blechen werden die Eigenschaften des Materials während der Verarbeitung nicht verändert. Das Material wird durch Druck in Produkte mit verschiedenen Formen, Größen und Eigenschaften umgewandelt, was sich sehr gut für die Herstellung großer Blechteile mit geringen Kosten, hoher Effizienz und Gleichmäßigkeit eignet. Geschlecht und andere Eigenschaften.
WAS IST PROGRESSIVES STEMPELN?
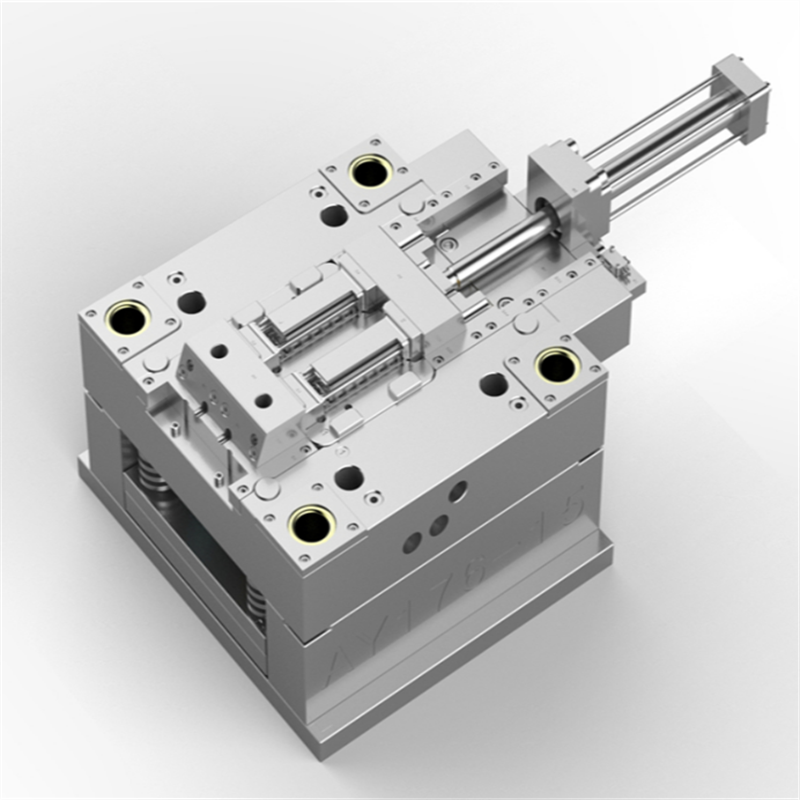
Folgeverbundstanzen ist ein fortschrittlicher Metallbearbeitungsprozess, bei dem eine Folgeverbund- und Stanzpresse in Kombination mit einem automatisierten Materialzuführsystem verwendet wird, um Bleche zu formen.
Es wird häufig dort eingesetzt, wo komplexe Teile mit engen Toleranzen in großen Mengen benötigt werden. Progressives Stanzen ermöglicht die Herstellung dieser Teile zu typischerweise sehr niedrigen Kosten pro Teil und wird nach Möglichkeit bei der Produktion von Teilen in großen Stückzahlen bevorzugt.
Der Folgeverbund ist mit mehreren Stationen entlang der Richtung des Materialvorschubs konstruiert. Jede Station ist so ausgelegt, dass sie eine oder mehrere Operationen an dem Blechstreifen durchführt. Dadurch kann ein einzelner Matrizensatz mehrere Operationen ohne Änderung der Einrichtung ausführen.
Die Stationen sind durch einen vorbestimmten Abstand gleichmäßig voneinander beabstandet. Diese Neigung wird in das Zuführsystem eingegeben, und Material wird bei jedem Hub der Metallstanzpressen um die gleiche Strecke zugeführt, um sie durch die verschiedenen Stationen in der Matrize zu bewegen. Diese Bewegung erfordert ein hohes Maß an Präzision, da die Halbzeuge im Materialband zu jeder nachfolgenden Station gut ausgerichtet sein müssen, damit der Vorgang ausgeführt werden kann. Dies wird üblicherweise dadurch erreicht, dass Führungsstifte verwendet werden, um den Materialstreifen entlang der Laufrichtung zu führen.
Einige Beispiele für Vorgänge, die üblicherweise in einem Folgestanzvorgang durchgeführt werden, sind:
VORTEILE PROGRESSIVES STEMPELN
Folgeverbund-Stanzwerkzeuge können je nach Design des Werkzeugs und der verwendeten Stanzpresse auf Produktionsraten von 30 Hüben pro Minute bis über 1.000 Hübe pro Minute zugeschnitten werden.
Diese Matrizen können auch so angepasst werden, dass sie mehrere Hohlräume innerhalb derselben Matrize enthalten. Jede zusätzliche Kavität bedeutet ein zusätzliches produziertes Teil pro Hub. Dies bedeutet, dass die Matrizen weiter an Ihre Produktionsvolumenanforderungen von mittleren bis sehr hohen Stückzahlen angepasst werden können. NVT hat Erfahrung in der Entwicklung und Herstellung von progressiven Metallstanzwerkzeugen mit bis zu 9 Hohlräumen in einem einzigen Werkzeug.
Um zu veranschaulichen, was dies in Bezug auf die Produktivität bedeutet: Ein Folgeverbund-Stanzwerkzeug mit 9 Kavitäten, das Produkte mit 100 Hüben pro Minute herstellt, kann über 8,5 Millionen Teile pro Monat in einer 5-Tage-Woche mit einer 8-Stunden-Schicht pro Tag produzieren. Ein beachtliches Produktionsvolumen allein auf einer Pressmaschine!
Ein progressives Metallstanzverfahren zur Produktion wird die Kosten pro hergestelltem Teil stark reduzieren.
Reduzierte Arbeitskosten – aufgrund der hochautomatisierten Natur des Prozesses (Pressen laufen nach der Ersteinrichtung von selbst und es ist nur eine regelmäßige Überwachung und Probenahme erforderlich) wird das progressive Stanzen die Arbeitskosten pro Teil erheblich verbessern, da jeder Bediener jetzt potenziell mehrere Maschinen bedienen kann.
Reduzierte Kapitalinvestitionskosten – Die beeindruckenden Produktionsraten, die durch Folgestanzen erreichbar sind, bedeuten, dass Sie mit weniger Maschinen und Werkzeugen das gleiche Teilevolumen erreichen können. Dies reduziert die Kapitalinvestitionen, die erforderlich sind, um entweder eine neue Produktionslinie zu starten oder Ihre aktuellen Produkte umzugestalten.
Schnelle Einrichtungszeiten – Die Einrichtung ist mit einem Folgeverbundwerkzeug einfach und schnell, da alle Vorgänge zur Herstellung eines Teils in einem einzigen Werkzeug enthalten sind. Dies eliminiert oder reduziert den Zeitaufwand für mehrere Werkzeugeinstellungen oder sekundäre Operationen und führt zu einer direkten Kosteneinsparung.
Weniger Materialverschwendung – Durch das progressive Stanzen können Sie mit extrem dünnen Materialien arbeiten. NVT ist es gewohnt, mit Materialien bis zu einer Dicke von 0,13 mm zu arbeiten. Die Matrize kann auch so konstruiert werden, dass die Menge an Abfallmaterial reduziert wird, die mit jedem Teil produziert wird, was Ihre Produktionskosten pro Teil weiter senkt.
Progressives Stanzen kann verwendet werden, um sehr komplexe Geometrien einschließlich sehr feiner und detaillierter Merkmale in Ihren Teilen herzustellen. Dies ermöglicht Produktdesignern und Planern eine kreative Arbeitsweise.
Einige Hauptvorteile der Herstellung eines Teils durch Folgestanzen sind:
Wiederholbarkeit – Teile können selbst bei hohen Produktionsraten mit einer Toleranz von +/- 0,05 mm hergestellt werden. Diese Einheitlichkeit ermöglicht die Gewissheit, Teile mit engen Toleranzen zu konstruieren, ohne die zulässigen Kosten für ein Produkt zu überschreiten.
Nahtlose Konstruktion – Da Teile aus einem einzigen Blech geformt und gezogen werden können, können Teile innerhalb derselben Umgebung nahtlos konstruiert werden.


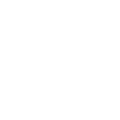
Stamping processing is a commonly used processing method, which is mainly used for processing metal and non-metal sheet metal parts. Stamping processing is generally carried out at room temperature, so it can also be called cold stamping.
LERN MEHR
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
LERN MEHR
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
LERN MEHR
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
LERN MEHR
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
LERN MEHR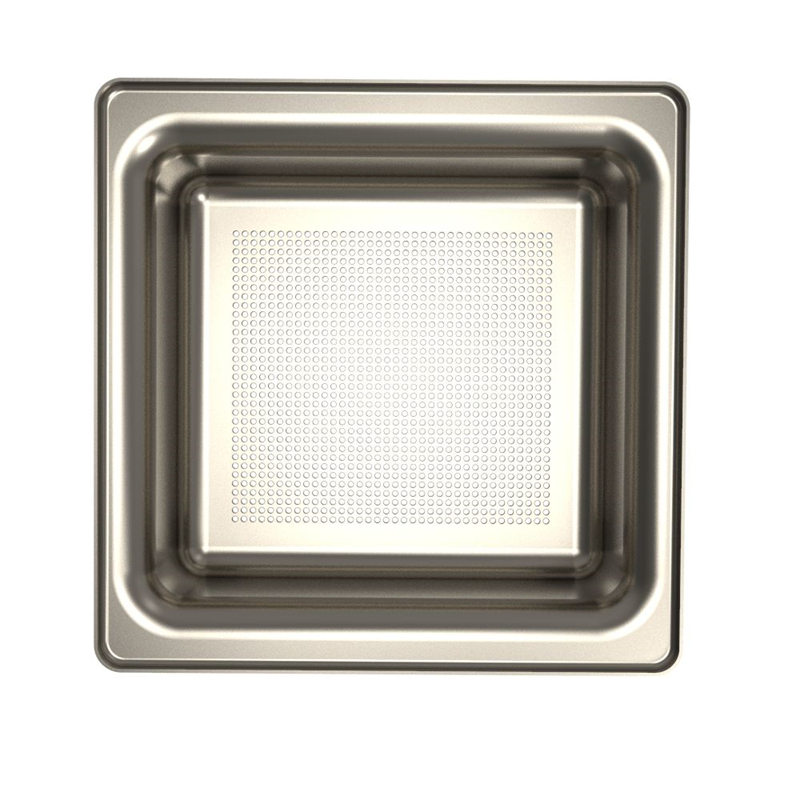
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
LERN MEHR
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
LERN MEHR
Stamping is a method of forming and processing workpieces (stamping parts) of required shape and size by applying external force to plates, strips, pipes and profiles by presses and molds to cause plastic deformation or separation. Compared with castings and forgings, stamping parts have the characteristics of thinness, uniformity, lightness and strength. Stamping can produce workpieces with ribs, ribs, undulations or flanges that are difficult to manufacture by other methods to increase their rigidity.
LERN MEHR
Blechstanzen besteht darin, durch hydraulische oder mechanische Pressen mittels Stanzwerkzeugen externen Druck auf verschiedene Materialien wie Bleche, Metallrohre, Metallstangen usw. auszuüben, um die Metallmaterialien zu verformen und zu trennen und ein Produktdesign zu erhalten Struktur, die in den Formhohlraum passt. Produktionsmethode.
LERN MEHR
Blechstanzteile sind in verschiedenen Branchen weit verbreitet und für eine Vielzahl von Blechmaterialien geeignet, darunter hauptsächlich: Kohlenstoffstahl, Edelstahl, kaltgewalzter Stahl, Aluminiumlegierung, Kupferlegierung, verzinkter Stahl, Titanlegierung und so weiter. Durch das Stanzen von Blechen werden die Eigenschaften des Materials während der Verarbeitung nicht verändert. Das Material wird durch Druck in Produkte mit verschiedenen Formen, Größen und Eigenschaften umgewandelt, was sich sehr gut für die Herstellung großer Blechteile mit geringen Kosten, hoher Effizienz und Gleichmäßigkeit eignet. Geschlecht und andere Eigenschaften.
LERN MEHR
Beim Stanzen, auch Pressen genannt, wird flaches Blech entweder in Spulen- oder Rohlingsform in eine Stanzpresse eingelegt. In der Presse bringen ein Werkzeug und eine Matrizenoberfläche das Metall in die gewünschte Form. Stanzen, Stanzen, Biegen, Prägen, Prägen und Bördeln sind alle Stanztechniken, die verwendet werden, um das Metall zu formen.
LERN MEHR
Der Prozess, Bleche in ein nützliches Teil oder eine Komponente zu verwandeln, wird Blechstanzen genannt. Das Metall wird einer Presse zugeführt, wo das Stanzwerkzeug, auch Matrize genannt, die gewünschte Form erzeugt. Der Stempel wird mit enormer Kraft in oder durch das Metall gepresst. Die dabei aufgewendete Kraft wird in Tonnen gemessen.
LERN MEHR
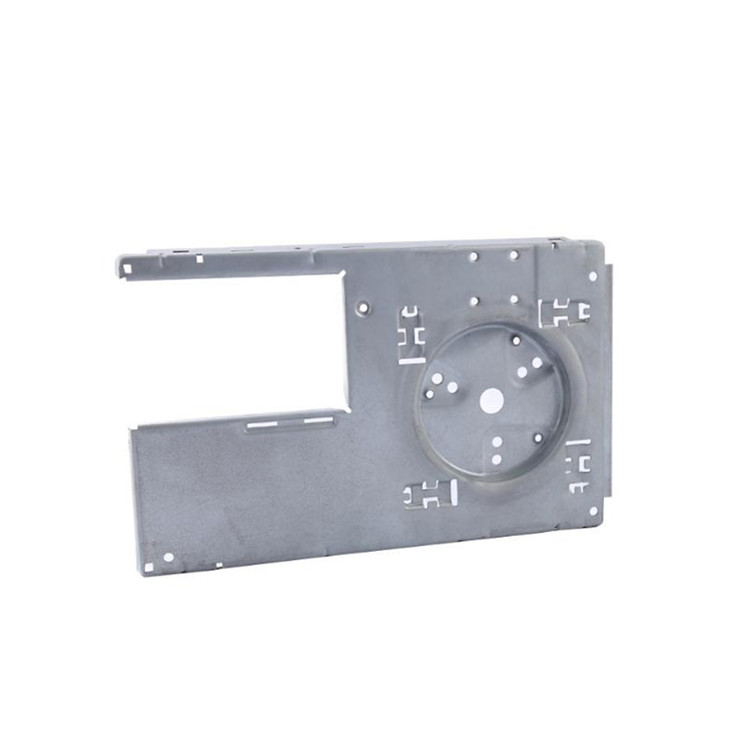
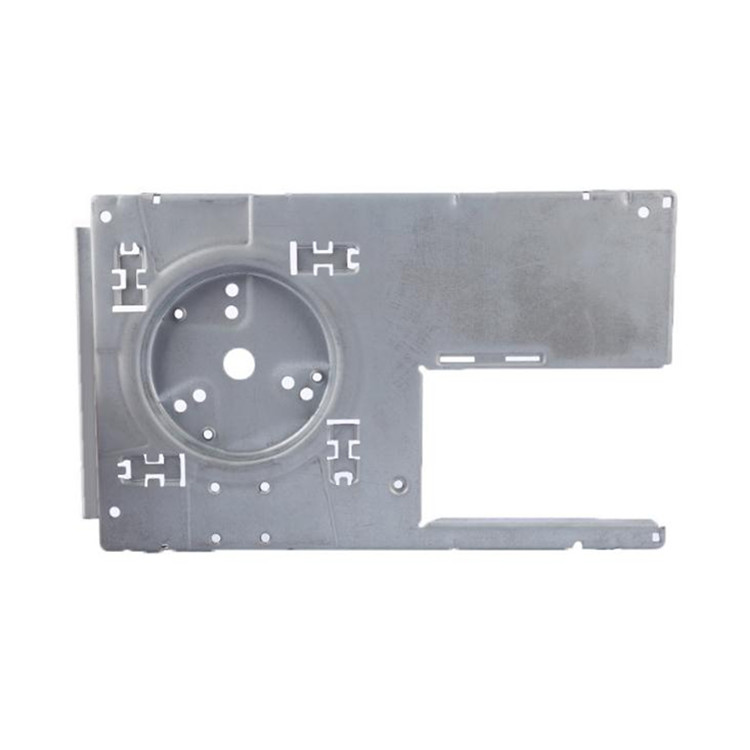
Präzisionsstanzteile sind weit verbreitet und umfassen hauptsächlich Instrumenten- und Messgerätteile, IT-Teile, Akustik- und Kamerateile, moderne Büroteile und tägliche Hardware. Diese Produkte haben normalerweise unterschiedliche Funktionen in verschiedenen Bereichen. Im Allgemeinen kann die Dicke des Rohmaterials sein verarbeitet von 0,05 mm bis 3,0 mm. Die Rohstoffe sind: Berylliumkupfer (Wärmebehandlung erforderlich), Phosphorkupfer, Kupfer, Messing, Edelstahl, Eisen, Aluminium usw. Um verschiedene mechanische Funktionen zu erfüllen, können Stanzprodukte einer Oberflächenbehandlung unterzogen werden. Zum Beispiel: Galvanisieren, Eloxieren, Passivieren, Wärmebehandlung und so weiter.
LERN MEHR
Blechstanzteile sind durch Stanzen bearbeitete Metallbauteile. So wurden aus Blechen langlebige Stanzteile. Während des Prozesses werden Bleche gemäß Ihren gewünschten Formen geformt. Das Stanzen von Blechen erfolgt jedoch mit einer Kaltumformtechnik. Im Gegensatz zu anderen Blechfertigungen können Komponenten auch ohne Verwendung von Wärme aufgrund der Reibung zwischen der Matrize und dem Metall heiß erscheinen. Wir haben auch Materialien wie Edelstahl, Aluminium, Titan, Messing, Kupfer, Stahl mit niedrigem/hohem Kohlenstoffgehalt und Nickellegierungen verwendet. Alle werden streng kontrolliert, bevor die Produktion beginnt.
LERN MEHR
Metallstanzen ist ein Kaltumformungsprozess, bei dem Gesenke und Stanzpressen verwendet werden, um Bleche in verschiedene Formen zu bringen. Flache Blechstücke, die typischerweise als Rohlinge bezeichnet werden, werden in eine Blechstanzpresse eingeführt, die ein Werkzeug und eine Formfläche verwendet, um das Metall in eine neue Form zu bringen. Produktionsstätten und Metallhersteller, die Stanzdienstleistungen anbieten, platzieren das zu stanzende Material zwischen den Stanzabschnitten, wo der Einsatz von Druck das Material in die gewünschte endgültige Form für das Produkt oder die Komponente formt und schert.
LERN MEHR
Blechstanzen ist ein kostengünstiger Hochgeschwindigkeits-Fertigungsprozess, der eine große Menge identischer Metallkomponenten produziert, was einen wichtigen Beitrag zu vielen industriellen Anwendungen wie Fahrzeugen, Ausrüstung, Elektronik, Haushaltsgeräten, Werkzeugen und vielem mehr geleistet hat. Zum Beispiel bietet Blechstanzen eine große Anzahl von Großhandelsmaschinenteilen für die mechanische Industrie.
LERN MEHR
Blechstanzteile sind durch Stanzen bearbeitete Metallbauteile. So wurden aus Blechen langlebige Stanzteile. Während des Prozesses werden Bleche gemäß Ihren gewünschten Formen geformt. Für Ihre Anforderungen an Stanzteile ist unser komplettes Sortiment an Blechstanzteilen eine gute Wahl für Hardware, medizinische Industrie, Automobilindustrie, erneuerbare Energien, Wohnverbesserung, Industrie, Luft- und Raumfahrt, und mehr Branchen.
LERN MEHR
Beim Stanzen wird ein bestimmtes Metall zwischen zwei Formen gepresst. Es gibt zwei Arten des Stempelns: das progressive Stempeln und das Drucken durch Perkussion. Stanzbleche erhalten Teile für eine Vielzahl von Branchen: Haushaltsgeräte, Telekommunikation, Automobil, Eisenwaren, Industriemaschinen, Heimtextilien und Möbel, elektrische Komponenten….
LERN MEHR
Das Stanzen von Metall ist ein Prozess, der flaches Metall in verschiedene Formen umwandelt. Die Produktionsmethode hat Vorteile, darunter hohe Präzision, Effizienz, Kosteneffizienz und enge Toleranzen. Papler Industry bietet Kunden maßgeschneiderte Lösungen entsprechend der Größe, Komplexität und des Volumens der Metallstanzteile.
LERN MEHR
Von Kraftstoffversorgungssystemen bis hin zu Airbagkomponenten sind gestanzte Metallteile in fast jedem System von Kraftfahrzeugen zu finden. Was diese unterschiedlichen gestanzten Metallteile in der Automobilindustrie vereint, ist der Fokus auf Qualität – eine Qualität, die nur Metallstanzspezialisten wie Papler Industry Co., Ltd. gewährleisten können.
LERN MEHR
Das Aluminiumstanzen wird durchgeführt, um strenge Anforderungen hinsichtlich der Fahrzeuggewichtsreduzierung zu erfüllen. Diese Technologie ist wirksam bei der Bewältigung der Auswirkungen auf den Kraftstoffverbrauch und der schädlichen Treibhauseffekte von Kohlendioxidemissionen.
LERN MEHR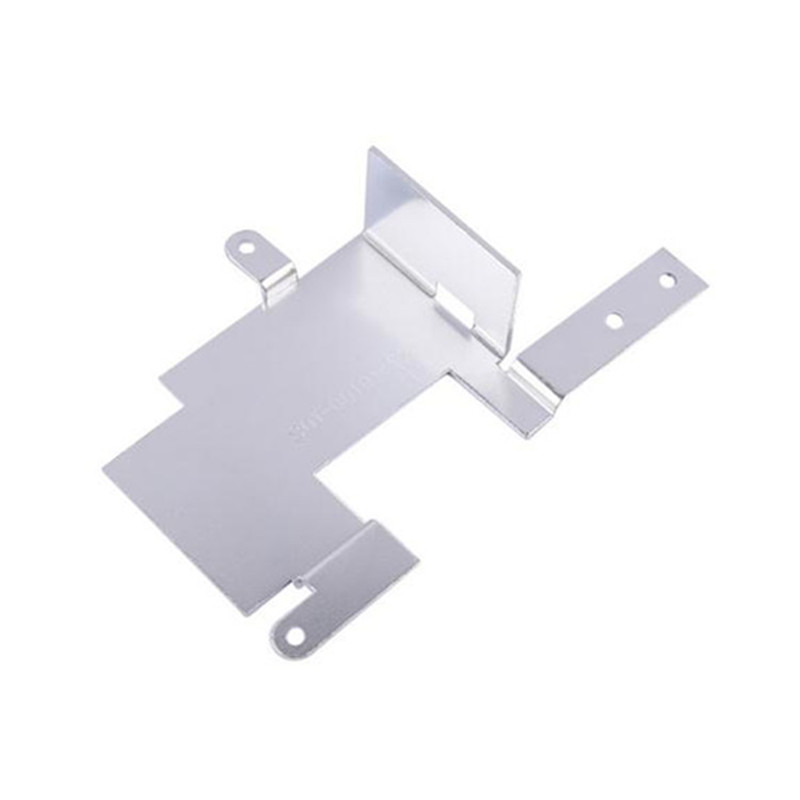
Das Hochpräzisions-Metallstanzen ist ein Herstellungsprozess, bei dem ein kundenspezifisches Werkzeug und ein Matrizensatz verwendet werden, der in einer Stanzpresse installiert ist, um Blech in die gewünschten Komponenten zu verwandeln. Es wird in einer Vielzahl von Branchen eingesetzt, um große Mengen von Teilen und Produkten mit hoher Präzision, Genauigkeit und Geschwindigkeit herzustellen.
LERN MEHR
Das Blechstanzen ist eine praktische und effektive Möglichkeit, die wachsende Nachfrage nach Kraftstoffeffizienz in der Automobilindustrie zu erfüllen. Blechstanzen kann verwendet werden, um einen großen Teil der Karosserie eines Automobils herzustellen, einschließlich Türen, Motorhauben und Kofferraumdeckel. Das Blechstanzen Verarbeitung starker Karosserieteile, die dazu beitragen, dass ein Fahrzeug die Kraftstoffeffizienzstandards erfüllt.
LERN MEHR
Die umfangreichen Fähigkeiten von Papler Industry Co., Ltd. im Bereich Präzisionsmetallstanzen ermöglichen es uns oft, innovative Lösungen für die Metallstanzanforderungen unserer Kunden bereitzustellen. Wir liefern routinemäßig konsistente Produkte für die anspruchsvollsten Anwendungen. Unsere Kunden verlassen sich darauf, dass wir Mikrostanzprodukte mit extrem engen Toleranzen, komplexen Teilegeometrien, Spezialmaterialien und In-Die-Montagevorgängen liefern.
LERN MEHR
Der kundenspezifische Blechstanzservice von Papler Industry Co., Ltd bietet Metallstanzwerkzeuge und -techniken zur Herstellung von Teilen, die vom Kunden angegeben werden. Papler Industry Co., Ltd bietet eine breite Palette von Industrie- und Anwendungsteilen und -komponenten an, die kundenspezifische Stanzwerkzeuge verwenden, um die Produktionsanforderungen für hohe Stückzahlen zu erfüllen und sicherzustellen, dass alle Teile den genauen Spezifikationen entsprechen.
LERN MEHR
Blechstanzen ist ein Kaltumformverfahren, bei dem Gesenke und Stanzpressmaschinen verwendet werden, um Blech in verschiedene Formen zu bringen. Flache Blechstücke, die typischerweise als Rohlinge bezeichnet werden, werden in eine Blechstanzpresse eingeführt, die ein Werkzeug und eine Gesenkoberfläche verwendet, um das Metall in eine neue Form umzuwandeln. Das zu stanzende Material wird zwischen die Formabschnitte gelegt, wo der Einsatz von Druck das Material in die gewünschte endgültige Form für das Produkt oder die Komponente formt und schert.
LERN MEHR
Metallstanzen ist ein Herstellungsverfahren, bei dem Spulen oder flache Materialbahnen in bestimmte Formen gebracht werden. Das Stanzen umfasst mehrere Umformtechniken wie Stanzen, Stanzen, Prägen und Folgeverbundstanzen, um nur einige zu nennen. Teile verwenden entweder eine Kombination dieser Techniken oder unabhängig voneinander, je nach Komplexität des Stücks.
LERN MEHR
Präzisionsmetallstanzen ist ein Kaltumformungsprozess, bei dem Gesenke und Stanzpressen verwendet werden, um Bleche in verschiedene Formen zu bringen. Flache Blechstücke, die typischerweise als Rohlinge bezeichnet werden, werden in eine Blechstanzpresse eingeführt, die ein Werkzeug und eine Formfläche verwendet, um das Metall in eine neue Form zu bringen. Produktionsstätten und Metallhersteller, die Stanzdienstleistungen anbieten, platzieren das zu stanzende Material zwischen den Stanzabschnitten, wo der Einsatz von Druck das Material in die gewünschte endgültige Form für das Produkt oder die Komponente formt und schert.
LERN MEHR
Metallstanzen ist ein Herstellungsverfahren, das verwendet wird, um flache Metallbleche in bestimmte Formen umzuwandeln. Es ist ein komplexer Prozess, der eine Reihe von Metallumformtechniken umfassen kann – Stanzen, Stanzen, Biegen und Lochen, um nur einige zu nennen, Metallstanzen in kleinen Auflagen, Präzisionsstanzen, progressives Metallstanzen.
LERN MEHR
Unterlegscheiben zum Stanzen aus Metall, die oft als Unterlegscheiben bezeichnet werden, sind dünne Unterlegscheiben, die dazu bestimmt sind, unter dem Kopf einer Schraube gestapelt zu werden, um hochpräzise Abstandshalter für eine Reihe von Anwendungen herzustellen. Sie werden häufig verwendet, um sicherzustellen, dass eine Oberfläche eben ist, oder um überschüssigen Platz zum Spielen innerhalb eines Mechanismus zu entfernen, konzentrieren Sie sich auf verschiedene Blechteile.
LERN MEHR
Beim Stanzen – auch Pressen genannt – wird flaches Blech entweder in Coil- oder Rohlingsform in eine Stanzpresse eingelegt. In der Presse bringen ein Werkzeug und eine Matrizenoberfläche das Metall in die gewünschte Form. Stanzen, Stanzen, Biegen, Prägen, Prägen und Bördeln sind alle Stanztechniken, die verwendet werden, um das Metall zu formen.
LERN MEHR
Metallstanzen ist ein komplexer Prozess, der eine Reihe von Stanzformprozessen für Metallteile umfassen kann – Stanzen, Stanzen, Biegen und Lochen und mehr.
LERN MEHR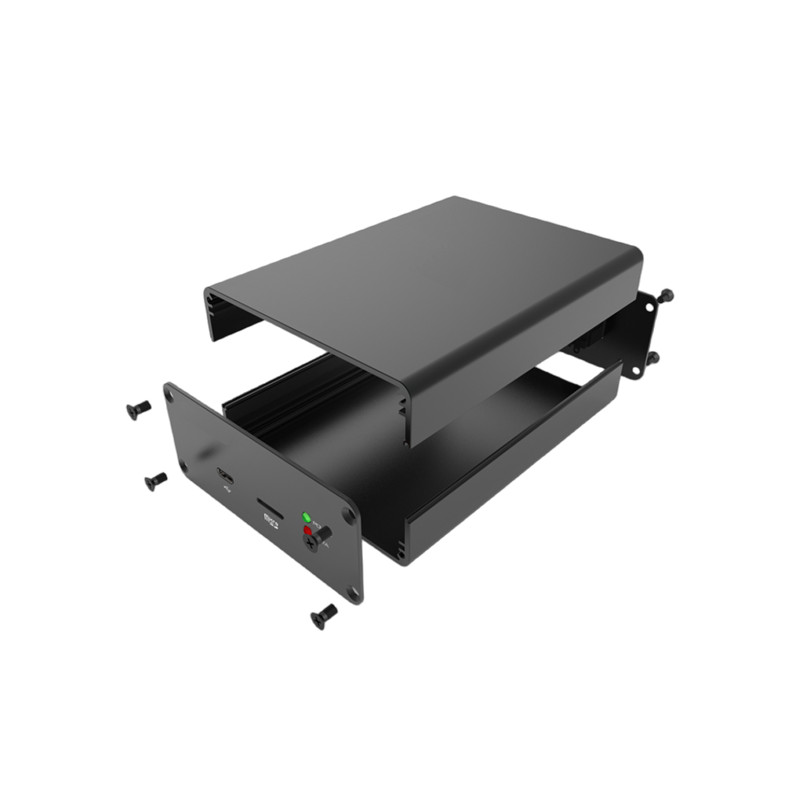
Metallstanzen ist ein Herstellungsverfahren, das verwendet wird, um flache Metallbleche in Blechteile mit spezifischer Form umzuwandeln. Es ist ein komplexer Prozess, der eine Reihe von Metallumformtechniken umfassen kann - Stanzen, Stanzen, Biegen und Lochen.
LERN MEHR
Blechgehäuse sind dazu bestimmt, andere Gegenstände oder Geräte aufzunehmen oder zu schützen, und sie alle erfordern das Fachwissen eines Präzisionsblechherstellers, um korrekt hergestellt zu werden. Dies gilt insbesondere für Gehäuse, die für den Einsatz in stark regulierten Branchen wie Medizin, Energie, Lebensmitteldienst, Militär oder Luft- und Raumfahrt vorgesehen sind.
LERN MEHR
Als führendes Unternehmen im Bereich Metallstanzen produzieren unsere kundenspezifischen Stanzmetallteile eine Vielzahl von Komponenten. Unsere Kunden verlassen sich auf unsere fachkundigen Design- und Entwicklungsdienstleistungen. Wir stellen eine Reihe von Metallkomponenten in allen Größen her, von einfach bis kompliziert. Wir betreuen und unterstützen unsere Kunden während des gesamten Prozesses, von der Prototypenentwicklung bis hin zur Serienfertigung. Wir sind in der Lage, Bestellungen von bis zu 50 Millionen Teilen zu bearbeiten.
LERN MEHR
Metallstanzen ist ein Herstellungsverfahren, bei dem Spulen oder flache Materialbahnen in bestimmte Formen gebracht werden. Das Stanzen umfasst mehrere Umformtechniken wie Stanzen, Stanzen, Prägen und Tiefziehen von Metall, um nur einige zu nennen.
LERN MEHR
Bei der Herstellung von Stanzwerkzeugen werden Rohlinge oder Bleche einer Stanzpresse zugeführt, die Werkzeuge und Matrizen verwendet, um Merkmale und Oberflächen im Metall zu formen.
LERN MEHR
Metallstanzteile sind eine hervorragende Möglichkeit, verschiedene komplexe Teile in Massenproduktion herzustellen, von Autotürverkleidungen und Zahnrädern bis hin zu kleinen elektrischen Komponenten, die in Telefonen und Computern verwendet werden. Stanzverfahren sind in der Automobil-, Industrie-, Beleuchtungs-, Medizin- und anderen Branchen weit verbreitet.
LERN MEHR KONTAKTIERE UNS
KONTAKTIERE UNS Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Email : roger@ppl2009.com
Email : roger@ppl2009.com


 IPv6 NETZWERK UNTERSTÜTZT
IPv6 NETZWERK UNTERSTÜTZT