


Spritzgießen ist ein Verfahren, um geformte Produkte zu erhalten, indem durch Wärme geschmolzene Kunststoffmaterialien in eine Form eingespritzt und dann abgekühlt und verfestigt werden.
Das Verfahren eignet sich für die Massenproduktion von Produkten mit komplizierten Formen und nimmt einen großen Teil im Bereich der Kunststoffverarbeitung ein.
Prozesszyklus
Der Prozesszyklus beim Spritzgießen ist sehr kurz, typischerweise zwischen 2 Sekunden und 2 Minuten, und besteht aus den folgenden vier Phasen:
Klemmung - Vor dem Einspritzen des Materials in das Werkzeug müssen die beiden Werkzeughälften zunächst durch die Schließeinheit sicher geschlossen werden. Jede Hälfte der Form wird an den Spritzgussmaschinen befestigt und eine Hälfte kann gleiten. Die hydraulisch angetriebene Schließeinheit drückt die Formhälften zusammen und übt genügend Kraft aus, um die Form sicher geschlossen zu halten, während das Material eingespritzt wird. Die Zeit, die zum Schließen und Spannen der Form benötigt wird, hängt von der Maschine ab – größere Maschinen (solche mit größeren Schließkräften) benötigen mehr Zeit. Diese Zeit kann anhand der Trockenlaufzeit der Maschine abgeschätzt werden.
Injektion - Das Kunststoff-Rohmaterial, meist in Form von Granulat, wird den Spritzgussmaschinen zugeführt und von der Spritzeinheit in Richtung Werkzeug befördert. Dabei wird das Material durch Hitze und Druck geschmolzen. Der geschmolzene Kunststoff wird dann sehr schnell in die Form gespritzt und der Druckaufbau verdichtet und hält das Material. Die eingespritzte Materialmenge wird als Schuss bezeichnet. Die Einspritzzeit ist aufgrund des komplexen und sich ändernden Flusses des geschmolzenen Kunststoffs in die Form schwer genau zu berechnen. Die Einspritzzeit kann jedoch anhand des Schussvolumens, des Einspritzdrucks und der Einspritzleistung geschätzt werden.
Kühlung - Der geschmolzene Kunststoff im Inneren der Form beginnt abzukühlen, sobald er mit den inneren Oberflächen der Form in Kontakt kommt. Wenn der Kunststoff abkühlt, verfestigt er sich in der Form des gewünschten Teils. Während des Abkühlens kann es jedoch zu einer gewissen Schrumpfung des Teils kommen. Das Packen von Material in den Spritzgussstufen ermöglicht, dass zusätzliches Material in die Form fließt und die sichtbare Schrumpfung reduziert wird. Die Form kann erst nach Ablauf der erforderlichen Abkühlzeit geöffnet werden. Die Abkühlzeit kann aus mehreren thermodynamischen Eigenschaften des Kunststoffs und der maximalen Wandstärke des Teils abgeschätzt werden.
Auswurf - Nach ausreichender Zeit kann das abgekühlte Teil durch das Auswerfersystem, das an der hinteren Formhälfte angebracht ist, aus der Form ausgeworfen werden. Wenn die Form geöffnet wird, wird ein Mechanismus verwendet, um das Teil aus der Form zu drücken. Zum Auswerfen des Teils muss Kraft aufgewendet werden, da das Teil während des Abkühlens schrumpft und an der Form haftet. Um das Auswerfen des Teils zu erleichtern, kann vor dem Einspritzen des Materials ein Formtrennmittel auf die Oberflächen des Formhohlraums gesprüht werden. Die Zeit, die zum Öffnen der Form und zum Auswerfen des Teils erforderlich ist, kann anhand der Trockenzykluszeit der Maschine abgeschätzt werden und sollte die Zeit beinhalten, die das Teil benötigt, um sich aus der Form zu lösen. Sobald das Teil ausgeworfen ist, kann die Form für den nächsten einzuspritzenden Schuss geschlossen werden.
Nach dem Spritzgusszyklus ist typischerweise eine Nachbearbeitung erforderlich. Während des Abkühlens erstarrt das Material in den Kanälen der Form an dem Teil. Dieses überschüssige Material muss zusammen mit jeglichem Grat, der aufgetreten ist, von dem Teil abgeschnitten werden, typischerweise unter Verwendung von Schneidwerkzeugen. Bei einigen Materialarten, wie z. B. Thermoplasten, kann das aus diesem Beschneiden resultierende Abfallmaterial recycelt werden, indem es in eine Kunststoffmühle gegeben wird, die auch Mahlmaschinen oder Granulatoren genannt wird, die das Abfallmaterial wieder zu Pellets zerkleinert. Aufgrund einer gewissen Verschlechterung der Materialeigenschaften muss das Mahlgut mit dem Rohmaterial im richtigen Mahlgutverhältnis gemischt werden, um im Spritzgussverfahren wiederverwendet zu werden.
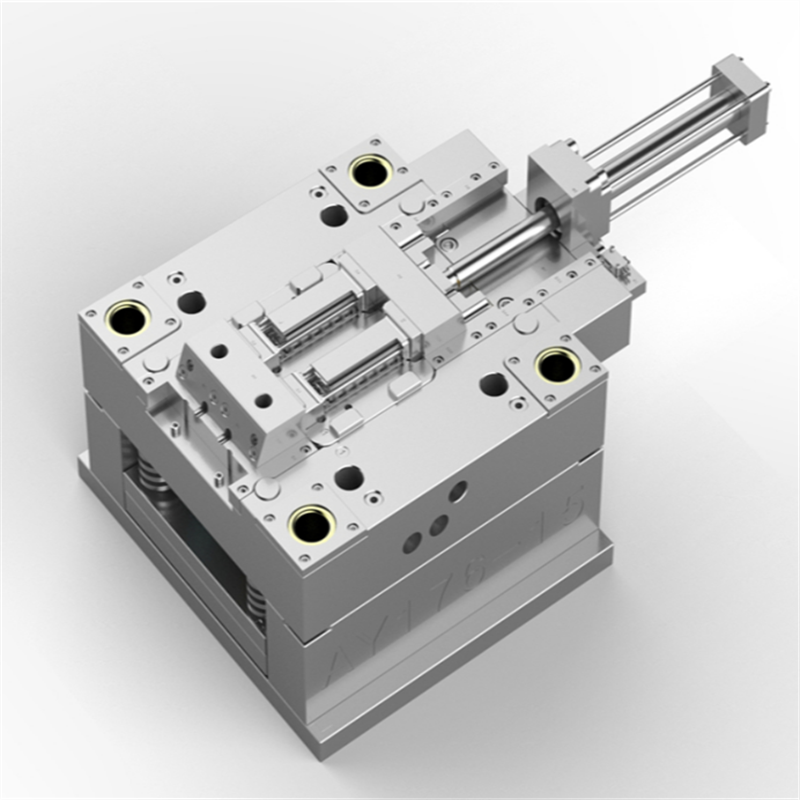
Werkzeuge
Beim Spritzgussverfahren werden Formen, typischerweise aus Stahl oder Aluminium, als kundenspezifische Werkzeuge verwendet. Die Form hat viele Komponenten, kann aber in zwei Hälften geteilt werden. Jede Hälfte wird innerhalb der Spritzgießmaschine befestigt und die hintere Hälfte kann gleiten, so dass die Form entlang der Trennlinie der Form geöffnet und geschlossen werden kann. Die beiden Hauptbestandteile der Form sind der Formkern und der Formhohlraum. Wenn die Form geschlossen ist, bildet der Raum zwischen dem Formkern und dem Formhohlraum den Teilehohlraum, der mit geschmolzenem Kunststoff gefüllt wird, um das gewünschte Teil zu erzeugen. Teilweise werden Mehrkavitätenwerkzeuge verwendet, bei denen die beiden Werkzeughälften mehrere identische Teilkavitäten bilden.
Der Formkern und der Formhohlraum werden jeweils an der Formbasis montiert, die dann an den Platten innerhalb der Spritzgießmaschine befestigt wird. Die vordere Hälfte der Formbasis umfasst eine Stützplatte, an der der Formhohlraum befestigt ist, die Angussbuchse, in die das Material von der Düse fließt, und einen Positionierungsring, um die Formbasis mit der Düse auszurichten. Die hintere Hälfte der Formbasis umfasst das Auswerfersystem, an dem der Formkern befestigt ist, und eine Stützplatte. Wenn die Schließeinheit die Formhälften trennt, betätigt die Auswerferleiste das Auswerfersystem. Die Auswerferstange schiebt die Auswerferplatte im Inneren des Auswerferkastens nach vorne, der wiederum die Auswerferstifte in das Formteil drückt. Der AuswerferStifte drücken das erstarrte Teil aus dem offenen Formhohlraum.
Damit der geschmolzene Kunststoff in die Formnester fließen kann, sind mehrere Kanäle in das Formdesign integriert. Zunächst gelangt der geschmolzene Kunststoff durch den Anguss in die Form. Zusätzliche Kanäle, sogenannte Läufer, führen den geschmolzenen Kunststoff vom Anguss zu allen zu füllenden Kavitäten. Am Ende jeder Rinne tritt der geschmolzene Kunststoff durch einen Schieber, der den Fluss lenkt, in den Hohlraum ein. Der geschmolzene Kunststoff, der sich in diesen Kanälen verfestigt, haftet am Teil und muss getrennt werden, nachdem das Teil aus der Form ausgeworfen wurde. Manchmal werden jedoch Heißkanalsysteme verwendet, die die Kanäle unabhängig voneinander beheizen, wodurch das enthaltene Material geschmolzen und vom Teil gelöst werden kann. Eine andere Art von Kanälen, die in die Form eingebaut werden, sind Kühlkanäle. Diese Kanäle lassen Wasser durch die Formwände neben dem Hohlraum fließen und kühlen den geschmolzenen Kunststoff.
Neben Angusskanälen und Anschnitten gibt es viele andere Designaspekte, die bei der Gestaltung der Formen berücksichtigt werden müssen. Erstens muss die Form es dem geschmolzenen Kunststoff ermöglichen, leicht in alle Hohlräume zu fließen. Ebenso wichtig ist das Entfernen des erstarrten Teils aus der Form, daher muss an den Formwänden ein Entformungswinkel angebracht werden. Das Design der Form muss auch alle komplexen Merkmale des Teils berücksichtigen, wie Hinterschnitte oder Gewinde, die zusätzliche Formteile erfordern. Die meisten dieser Vorrichtungen gleiten durch die Seite der Form in den Formhohlraum und sind daher als Gleiter oder Seitenbewegungen bekannt. Die häufigste Art der Seitenwirkung ist ein Seitenkern, der das Formen einer äußeren Hinterschneidung ermöglicht. Andere Vorrichtungen treten durch das Ende der Form entlang der Trennrichtung ein, wie z. B. innere Kernheber, die eine innere Hinterschneidung bilden können. Um Gewinde in das Teil einzuformen, wird eine Ausschraubvorrichtung benötigt, die nach dem Einformen der Gewinde aus der Form herausdrehen kann.


Spritzgießen ist ein Verfahren zum Bilden eines Produkts durch Einspritzen von geschmolzenem Kunststoff in eine Form und anschließendes Abkühlen und Verfestigen, das für die Massenproduktion und Produkte mit komplexer Form geeignet ist unser tägliches Leben. Wir bieten qualitativ hochwertige und kostengünstige Spritzgussdienstleistungen an. Bitte kontaktieren Sie uns für kundenspezifische Kunststoffprodukte.
LERN MEHR
Spritzgießen ist eines der am häufigsten verwendeten Fertigungsverfahren zur Herstellung von Kunststoffteilen. Dank seiner hohen Präzision, Wiederholbarkeit und Kosteneffizienz im großen Maßstab wird Spritzgießen zur Herstellung einer Vielzahl von Produkten und Teilen eingesetzt, vom kleinsten medizinischen Einsatz bis hin zu großen Automobil-, Luft- und Raumfahrt- und Verteidigungsteilen. Das Spritzgussverfahren erfordert eine Spritzgussmaschine, Kunststoffrohmaterial und eine bearbeitete Form. Das Kunststoff-Rohmaterial wird zuerst in der Spritzeinheit geschmolzen und dann in die Form gespritzt – meist aus Stahl oder Aluminium – wo es abkühlt und sich zum endgültigen Kunststoffteil verfestigt. Die wichtigsten Schritte im Spritzgießprozess sind das Spannen, Einspritzen, Kühlen und Auswerfen.
LERN MEHR
Zu den Hauptdienstleistungsangeboten von Papler gehören Umspritzen, Umspritzen und zweifarbiges Spritzgießen sowie CNC-Bearbeitung. Mit mehr als 10 Jahren Erfahrung ist die Papler-Industrie in der Lage, kundenspezifische, erschwingliche Spritzgussteile aus Kunststoff, Umspritzteile und Umspritzteile nach Kundenspezifikationen, Zeichnungen oder Mustern herzustellen.
LERN MEHR
Spritzgießen & Spritzgießen ist das am häufigsten verwendete Herstellungsverfahren zur Herstellung von Kunststoffteilen. Es bezieht sich auf das Verfahren, bei dem das durch Schneckenrühren vollständig geschmolzene Kunststoffmaterial bei einer bestimmten Temperatur mit hohem Druck in den Formhohlraum eingespritzt und dann gekühlt und verfestigt wird, um das spritzgegossene Produkt zu erhalten. Dieses Verfahren ist sehr kostengünstig und eignet sich für die Massenproduktion von Teilen mit komplexen Formen. Es gibt hauptsächlich sechs Phasen: Formschließen, Leiminjektion, Druckhalten, Kühlen, Formöffnen und Produktentnahme. Das Formen hat auch die größte Vielfalt an Materialien, Farben und Konfigurationen im Vergleich zur CNC-Bearbeitung oder sogar zum 3D-Druck. Über die Materialien hinaus können Spritzgussteile kundenspezifische Kosmetika, Polituren oder Oberflächentexturen aufweisen.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren, bei dem ein geschmolzenes Material unter hohem Druck in eine Form gespritzt wird. Dann wird es gekühlt und verfestigt, um das Endprodukt zu erhalten. Wenn Sie hocheffiziente Massenprodukte schneller herstellen müssen, ist das Spritzgießen eine der besten Techniken, um Dinge zu erledigen. Es gehört zu den bewährtesten Verfahren zur Herstellung von Kunststoffteilen und bietet viele lukrative fertigungsfreundliche Eigenschaften. Es wird in vielen Branchen aufgrund seiner hervorragenden Eigenschaften wie der Fähigkeit zur Herstellung komplexer Teiledesigns, großer Material- und Farboptionen, erhöhter Festigkeit und vielem mehr eingesetzt.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren Druckguss genannt wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet.
LERN MEHR
Beim Spritzgießen wird eine Spezialmaschine verwendet, die aus drei Teilen besteht: der Spritzeinheit, der Form und der Schließe. Zu spritzgießende Teile müssen sehr sorgfältig entworfen werden, um den Formprozess zu erleichtern; Das für das Teil verwendete Material, die gewünschte Form und Eigenschaften des Teils, das Material der Form und die Eigenschaften der Spritzgießmaschine müssen alle berücksichtigt werden. Die Vielseitigkeit des Spritzgießens wird durch diese Bandbreite an Designüberlegungen und -möglichkeiten erleichtert.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen in großen Stückzahlen. Es wird am häufigsten in Massenproduktionsprozessen verwendet, bei denen dasselbe Teil Tausende oder sogar Millionen Mal hintereinander hergestellt wird.
LERN MEHR
Spritzgießen ist ein Verfahren, um geformte Produkte zu erhalten, indem durch Wärme geschmolzene Kunststoffmaterialien in eine Form eingespritzt und dann abgekühlt und verfestigt werden.Das Verfahren eignet sich für die Massenproduktion von Produkten mit komplizierten Formen und nimmt einen großen Teil im Bereich der Kunststoffverarbeitung ein.
LERN MEHR
Das Kunststoff-Spritzgießen von Prototypen ist das Verfahren zur Herstellung kleiner oder großer Stückzahlen von kundenspezifischen Kunststoffteilen für den gewerblichen und industriellen Gebrauch. Von komplizierten Automobilsicherheitskomponenten bis hin zu einfachen Produkten wie Visitenkartenhaltern erstrecken sich die Anwendungen über eine Reihe von Branchen. Unsere Spritzguss-Experten freuen sich darauf, mit Ihnen an Ihrem Formbauprojekt als nächstem Schritt zur Herstellung Ihrer kundenspezifischen Formteile zusammenzuarbeiten.
LERN MEHR
Das Spritzgießen von Kunststoff hat niedrige Produktionskosten, produziert hochpräzise Kunststoffteile und kann mit jedem thermoplastischen Material arbeiten. Das Spritzgießen kann die meisten Produktionsmengen bewältigen, Teile unterschiedlicher Größe produzieren und ist hochgradig wiederholbar.
LERN MEHR
Kunststoffteile und -komponenten sind dafür bekannt, in vielen Branchen Kosten zu senken und die Effizienz zu steigern – aber nirgendwo sind die Vorteile von Kunststoffen offensichtlicher als in der Automobilindustrie für Kunststoffteile. Kunststoffe bieten eine erhöhte Kraftstoffeffizienz, verbesserte Korrosionsbeständigkeit, größere Designflexibilität, überlegene Haltbarkeit, höhere Leistung und niedrigere Kosten. Kunststoffe sind bemerkenswert formbar und stark genug, um ihre Struktur und Form beizubehalten.
LERN MEHR
Mit 3D-gedruckten Spritzgusswerkzeugen können Designer mehrere Iterationen eines Teils drucken und formen. Dies gibt ihnen die Freiheit, viele weitere Designs zu erkunden, und gibt ihnen die Gewissheit, dass ihr endgültiges Design das richtige Design sein wird.
LERN MEHR
Kunststoffspritzguss ist ein Herstellungsverfahren, das die Herstellung von Teilen in großen Mengen ermöglicht. Es funktioniert durch Einspritzen von geschmolzenem Material in eine Form. Es wird normalerweise als Massenproduktionsprozess verwendet, um Tausende identischer Artikel herzustellen. Spritzgussmaterialien umfassen Metalle, Gläser, Elastomere und Süßwaren, obwohl sie am häufigsten mit thermoplastischen und duroplastischen Polymeren verwendet werden.
LERN MEHR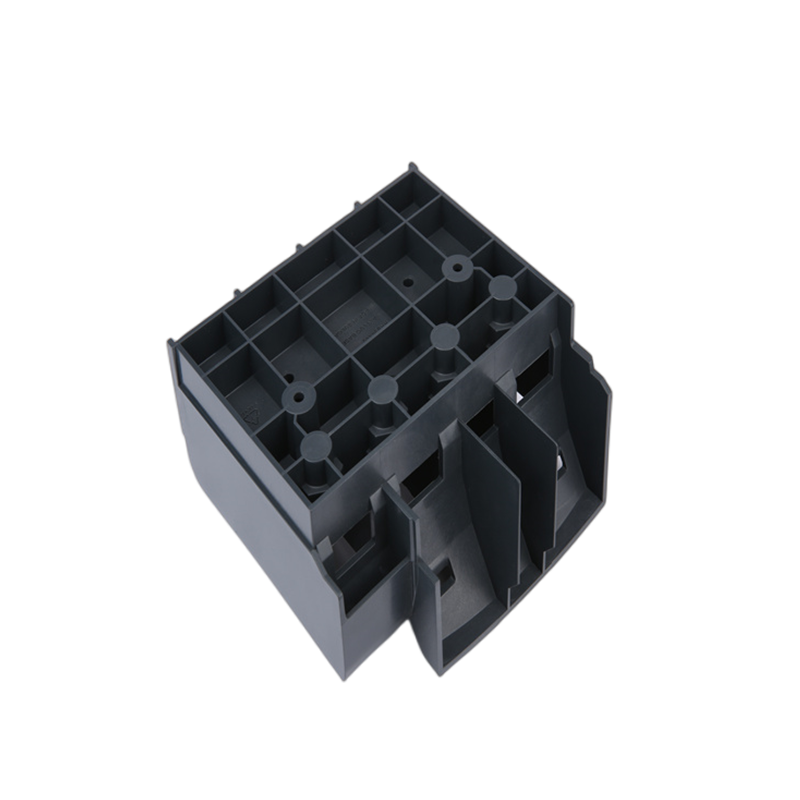
Papler Industry Co., Ltd bietet zwei Serviceoptionen für den Kunststoffspritzguss – Prototyping und On-Demand-Fertigung – von denen jede ihre eigenen Vorteile bietet, je nach Ihren Projektanforderungen. Bei höheren Teilemengen ist ein erschwinglicher Stückpreis wichtig und eine schnelle Produktion über den gesamten Produktlebenszyklus hinweg entscheidend. Dafür ist unsere On-Demand-Fertigungsoption ideal.
LERN MEHR
Kunststoffspritzguss ist ein unschätzbarer Prozess zur Herstellung von Kunststoffteilen. Dieser Prozess ist schnell, billig und hilft dabei, große Mengen identischer Objekte zu erstellen. Einer der größten Vorteile des Spritzgießens ist die natürliche Oberflächenbeschaffenheit der Formteile. Selbst ohne Spritzguss-Oberflächenveredelung oder Nachbehandlung haben Formteile glatte Oberflächenveredelungen, die für viele Endanwendungen geeignet sind.
LERN MEHR
Papler Industry Co., Ltd bietet hochwertige Kunststoff-Spritzgussprodukte an. Das Design von Kunststoffprodukten, der Bau von äußerst hochwertigen Kunststoffspritzgussformen und das technische Know-how im Kunststoffspritzguss sind die DNA unseres Unternehmens. Von der Unterstützung der Kunden bei der Gestaltung ihrer kundenspezifischen Kunststoffteile bis hin zum Angebot von kundenspezifischen Spritzguss-, Prototypen-Spritzguss- und Insert-Molding-Services für kleine und große Stückzahlen erweitern wir unsere Fähigkeiten kontinuierlich anhand der Kundenanforderungen.
LERN MEHR
Kunststoffspritzguss ist ein Herstellungsverfahren, bei dem Harz in einem Zylinder in einen geschmolzenen Zustand erhitzt und dann in eine Form geschossen wird, um ein endgültiges thermoplastisches Teil in Produktionsqualität zu bilden.
LERN MEHR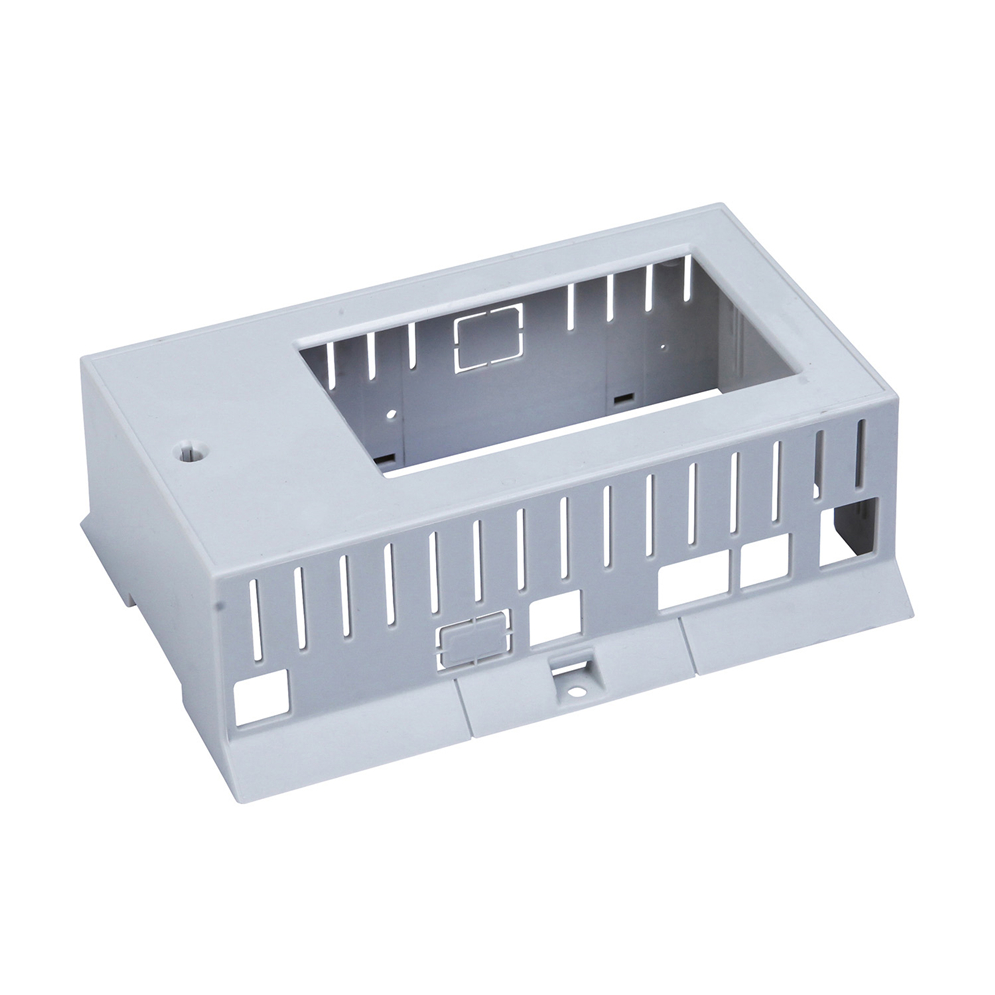
Der Kunststoffspritzguss ist das am häufigsten verwendete Verfahren zur Herstellung von Kunststoffteilen. Dieses Verfahren ermöglicht hohe Produktionsraten, bietet wiederholbare hohe Toleranzen, ermöglicht Flexibilität bei der Erstellung komplexer Formen und weist niedrige Arbeitskosten auf. Grafiken können hinzugefügt werden, indem Kunststoffspritzgussteile mit Lackierung und Laserätzung kombiniert werden.
LERN MEHR
Elektronische Boxen und Gehäuse aus Kunststoff sind für eine Vielzahl von elektronischen Geräten konzipiert, darunter Audiosender, Videosender, Spielautomaten, Fernbedienungsgeräte, Testgeräte und mehr. Diese Gehäuse bestehen aus ABS-Kunststoff und zeichnen sich durch eine außergewöhnliche Haltbarkeit aus. Mit einem kompletten Sortiment an Produktionsausrüstung und strenger Beachtung der Herstellungsprozesse, einschließlich Formenbau, Spritzguss, Montage und mehr, garantieren wir die Gehäusepräzision. Wir bieten auch kundenspezifische Elektronikboxen und -gehäuse aus Kunststoff an, um spezielle Anforderungen zu erfüllen.
LERN MEHR
Funktional und ästhetisch ist die Beleuchtung für das Automobil unverzichtbar. Moderne Beleuchtung dient nicht nur der guten Sicht des Fahrers, sondern trägt durch adaptive Lichttechnik in Kombination mit fortschrittlichen Fahrassistenzsystemen auch zur Erhöhung der Sicherheit bei. Papler Industry Co., Ltd bietet verschiedene Lösungen für Fahrzeugscheinwerfer aus Kunststoff an.
LERN MEHR
Kunststoffspritzguss ist eine schnelle Lieferung von Prototypen, Brücken und Produktionsspritzguss, einschließlich Umspritzen, Umspritzen und Urethanguss.
LERN MEHR
Das Spritzgießen von thermoplastischem Kunststoff ist ein Herstellungsverfahren, bei dem voll funktionsfähige Teile durch Einspritzen von Kunststoffharz in eine vorgefertigte Form hergestellt werden. Es hat mehrere Unterkategorien, wie z. B. das Schnellspritzgießen, das am besten für die Feinabstimmung von Prototypen verwendet wird, bevor ein Produkt die Freigabe für die Produktion erhält. Eine weitere Unterkategorie, das Produktionsspritzgießen, wird am besten für vollständige Produktserien verwendet.
LERN MEHR
Entwickler nutzen das thermoplastische Spritzgussverfahren für viele Anwendungen, da es alles von Autotürverkleidungen bis hin zu Handyhüllen mit guter Genauigkeit und Oberflächenbeschaffenheit herstellen kann. Darüber hinaus ist es der Industriestandard für die Herstellung von Kunststoffformteilen, sodass Entwickler sicher sein können, dass sie ein Qualitätsprodukt herausbringen, wenn sie diesen Weg im Entwicklungsprozess gehen.
LERN MEHR
Spritzgießen ist ein Verfahren, bei dem Kunststoffgranulat geschmolzen und unter hohem Druck in einen Formhohlraum gespritzt wird. Die geformten Teile werden dann ausgeworfen und der Vorgang wiederholt. Die fertigen Produkte können dann so wie sie sind oder als Bestandteil anderer Produkte verwendet werden.
LERN MEHR
Beim Spritzgießen werden sehr hohe Drücke verwendet und die Maschine ist typischerweise hydraulisch oder zunehmend elektrisch. Werkzeuge für Produktionsspritzgussanwendungen müssen hohen Drücken standhalten und bestehen aus Stahl oder Aluminium. Die potenziell hohen Werkzeugkosten treiben oft die Wirtschaftlichkeit einer Kunststoffformanwendung voran. Spritzguss ist eine effektive Möglichkeit, kundenspezifische Teile herzustellen.
LERN MEHR
Spritzgießen ist Eine Form wird basierend auf einer CAD-Datei hergestellt. Das ist der mühsame Teil des Prozesses, da es Zeit braucht, um die Form zu erstellen. Solche Formen werden typischerweise aus Aluminium oder Stahl hergestellt. Nachdem die Form erstellt wurde, wird das thermoplastische Harz hineingespritzt und dann gehärtet und das Teil geformt. Das Material wird zuerst in einen beheizten Zylinder eingeführt, bevor es zum Abkühlen und Aushärten in die Form eingeführt wird. Nach dem Aushärten wird das Teil aus der Form entfernt und der Prozess beginnt von vorne, bis der Teillauf abgeschlossen ist.
LERN MEHR
Spritzgießen ist eine der vielseitigsten traditionellen Herstellungsmethoden, mit der komplexe, langlebige und zuverlässige Teile hergestellt werden. Beim Spritzgießen werden Teile hergestellt, die einer Reihe von Zwecken dienen.
LERN MEHR
Sobald eine Form erstellt ist, produziert das Spritzgießen Teile unglaublich schnell, was es zu einer idealen Methode für die Massenproduktion macht.
LERN MEHR
Mit einer großen Auswahl an Kunststoffen ist das Spritzgießen ein flexibles Verfahren, mit dem Teile für eine Vielzahl von Branchen hergestellt werden können.
LERN MEHR
Der Prozess zur Herstellung von Kunststoffteilen umfasst vier grundlegende Schritte: Entwerfen Sie ein Design, entscheiden Sie sich für ein Herstellungsverfahren, bauen Sie einen Prototyp und produzieren Sie dann das Design. Die Wahl eines erfahrenen Herstellers von Kunststoffteilen, der Sie bei jedem Schritt des Prozesses unterstützen und Feedback geben kann, erhöht Ihre Erfolgschancen.
LERN MEHR
Papler Industry bietet Kunststoffspritzgussdienstleistungen für viele Branchen an, darunter Konsumgüter, Haushaltsgeräte und Haushaltswaren, OEMs, Verpackungen, Spielzeug, Möbel sowie die Strumpf- und Bekleidungsindustrie.
LERN MEHR
Kunststoffgehäuse wurden entwickelt, um empfindliche elektronische und elektrische Komponenten in einer Vielzahl von Anwendungen aufzunehmen und zu schützen. Unsere hochwertigen und langlebigen Kunststoffgehäuse sind aus schwer entflammbarem ABS oder schlagfestem Polycarbonat für Anwendungen im Innen- und Außenbereich, die nichtmetallische Gehäuse erfordern. Unsere Auswahl ist in einer Reihe von Größen, Formen und Farben erhältlich und stellt sicher, dass Sie die richtige Lösung für jede Anwendung finden.
LERN MEHR
Kunststoffgehäuse wurden entwickelt, um empfindliche elektronische und elektrische Komponenten in einer Vielzahl von Anwendungen aufzunehmen und zu schützen. Unsere hochwertigen und langlebigen Kunststoffgehäuse sind aus schwer entflammbarem ABS oder schlagfestem Polycarbonat für Anwendungen im Innen- und Außenbereich, die nichtmetallische Gehäuse erfordern.
LERN MEHR
Beim Spritzgießen entstehen viele der Kunststoffbehälter und -wannen, in denen Konsumgüter verpackt werden. Andere spritzgegossene Produkte, die in vielen Haushalten zu finden sind, umfassen Trinkgeschirr, Flaschenverschlüsse, Pflanzgefäße, Grillzubehör, Toilettensitze und Gartenmöbel.Die im Spritzguss verwendeten Kunststoffe sind sehr langlebig für den wiederholten Gebrauch und halten Wetter- und Temperaturschwankungen für Außenanwendungen gut stand.
LERN MEHR
Spritzgussprodukte sind in allen Bereichen der Volkswirtschaften, wie Transport, Verpackung, Post und Telekommunikation, Kommunikation, Bauwesen, Haushaltsgeräte, Computer, Luft- und Raumfahrt, Verteidigung usw., weit verbreitet. Sie sind zu unverzichtbaren Produktionsmitteln und Konsumgütern geworden .
LERN MEHR
Kunststoffspritzgussmaschinen mit Spritzgussprodukten sind eine relativ große Vielfalt und ein breites Anwendungsspektrum, insbesondere in der Geräte- und Automobilindustrie gibt es eine Vielzahl von Formspritzgussprodukten für Zubehör.
LERN MEHR
Kunststoffe sind allgegenwärtig, und Hersteller wenden bei der Herstellung von Kunststoffprodukten unterschiedliche Verfahren an. Eines der beliebtesten dieser Verfahren ist das Spritzgießen. Außerdem verwenden Hersteller dieses Verfahren, weil es kostengünstig ist und bei der Herstellung hochwertiger Teile hilft.
LERN MEHR
Obwohl Kunststoffe keinen Strom leiten, haben sie dennoch einen Platz in der Elektronikindustrie. Diese Industrie verwendet Spritzguss, um elektrische Frontplatten und andere elektronische Geräte herzustellen.Außerdem sind Kunststoffe, die von Herstellern in der Elektronikindustrie verwendet werden, oft langlebig und weisen eine hervorragende Beständigkeit gegen Elektrizität auf. Spritzgussanwendungen umfassen die Herstellung von Fernbedienungen, Computern, medizinischen Instrumenten, Fernsehern, Schlüsselanhängern usw.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR
Spritzgießen ist ein Herstellungsverfahren zur Herstellung von Teilen durch Einspritzen von geschmolzenem Material in eine Form oder Form. Spritzgießen kann mit einer Vielzahl von Materialien durchgeführt werden, hauptsächlich einschließlich Metallen (für die das Verfahren als Druckguss bezeichnet wird), Gläsern, Elastomeren, Süßwaren und am häufigsten thermoplastischen und duroplastischen Polymeren. Das Material für das Teil wird in einen erhitzten Zylinder eingeführt, gemischt (unter Verwendung einer schraubenförmigen Schnecke) und in einen Formhohlraum eingespritzt, wo es abkühlt und auf die Konfiguration des Hohlraums aushärtet. Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzisionsbearbeitet, um die Merkmale des gewünschten Teils zu bilden. Spritzguss wird häufig zur Herstellung einer Vielzahl von Teilen verwendet, von den kleinsten Komponenten bis hin zu ganzen Karosserieteilen von Autos. Fortschritte in der 3D-Drucktechnologie, bei der Photopolymere verwendet werden, die beim Spritzgießen einiger Thermoplaste mit niedrigerer Temperatur nicht schmelzen, können für einige einfache Spritzgussformen verwendet werden.
LERN MEHR KONTAKTIERE UNS
KONTAKTIERE UNS Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Adresse : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 Email : roger@ppl2009.com
Email : roger@ppl2009.com


 IPv6 NETZWERK UNTERSTÜTZT
IPv6 NETZWERK UNTERSTÜTZT